
Page 45 - 无损检测2021年第五期
P. 45
高祥熙, 等:
飞机液压导管裂纹的超声表面波检测
定的弧度, 以达到聚焦声波能量及提高检测信噪比
3 检测方案
的目的。
为了实现导管管壁周向裂纹的检测, 需综合考 表面波的检测深度一般在两个波长的范围内,
虑裂纹形貌、 导管结构及螺栓遮挡等因素, 试验采用 而工 程 上 表 面 波 探 头 的 频 率 一 般 为 2 MHz~
4 个通道的表面波探头包覆导管, 每个探头覆盖导 5MHz , 当频率为 5 MHz时, 通过计算得到波长约
管的 1 / 4 , 探头楔块表面为仿形结构, 完全契合导管 为 0.6mm , 可检测深度为1.2mm , 满足 ϕ 8mm 导
曲面, 设计目的为在不拆解导管和连接螺栓的情况 管管壁厚度的检测要求。在役检测时, 导管中充满
下, 两两探头组合在一起通过夹持的方式实现导管 的液压油可能会使超声信号产生衰减, 试验选择频
在圆周方向上的一次性检测, 探头结构及夹具工装 率为 5MHz和 7.5MHz的探头分别在对比试样上
如图 4 所示。另外, 在导管检测过程中, 必须使两组 开展试验。在无液压油和充满液压油 2 种状态下,
探头紧密贴合在导管表面以达到良好的耦合效果, 5MHz表面波探头的检测结果如图 5 所示。由图 5
确保检测结果的一致性。在役检测时空间狭窄, 不 可知, 导管内充满液压油时的波形图与无液压油时
允许人为夹持探头, 因此夹具工装的研制对检测结 的差异较大, 原因为当表面波在充满液压油的导管
果的一致性至关重要。采用 3D 打印技术仿形制作 内传播时, 部分声能量通过固 - 液界面传入液体中,
小型化夹具工装, 其与探头匹配后, 通过工装的推杆 导致喇叭口根部缺陷和端头回波信号衰减; 当频率
可实现探头的加紧固定, 满足现场检测要求。 为 7.5 MHz时没有发生上述现象。因此, 对于充满
液体的薄壁导管应选择相对较高的检测频率, 试验
的频率确定为 7.5MHz 。
图 5 5 MHz表面波探头的检测结果
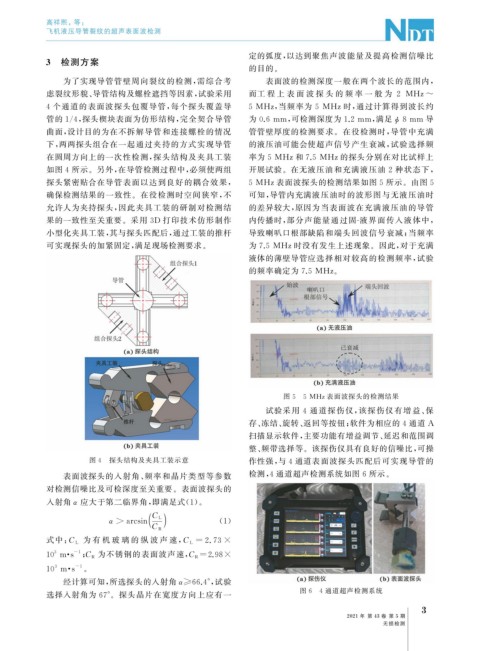
试验采用 4 通道探伤仪, 该探伤仪有增益、 保
存、 冻结、 旋转、 返回等按钮; 软件为相应的 4 通道 A
扫描显示软件, 主要功能有增益调节、 延迟和范围调
整、 频带选择等。该探伤仪具有良好的信噪比, 可操
图 4 探头结构及夹具工装示意 作性强, 与 4 通道表面波探头匹配后可实现导管的
表面波探头的入射角、 频率和晶片类型等参数 检测, 4 通道超声检测系统如图 6 所示。
对检测信噪比及可检深度至关重要。表面波探头的
入射角α 应大于第二临界角, 即满足式( 1 )。
α >arcsin C L ( 1 )
C R
为 有 机 玻 璃 的 纵 波 声 速, C L =2.73×
式中: C L
3 -1 为不锈钢的表面波声速, C R=2.98×
10 m · s ; C R
-1
3
10 m · s 。
经计算可知, 所选探头的入射角α≥66.4° , 试验
图 6 4 通道超声检测系统
选择入射角为 67° 。探头晶片在宽度方向上应有一
3
2021 年 第 43 卷 第 5 期
无损检测