
Page 126 - 无损检测2021年第三期
P. 126
郭玉炳:
非径向管板焊接接头的超声检测
3 质量验收
在超过基准线 20% 的回波的区域应注意其是
否存在裂 纹 等 危 害 性 缺 陷 [ 3 ] , 缺 陷 性 质 应 结 合 该
类焊接接头的结构特点、 焊接工艺特点、 超声检测
工艺、 缺陷动态回波特征、 缺陷的位置等进行分析
判定, 如不 能 作 出 准 确 判 断 应 辅 以 其 它 检 测 方 法
做综合评定。缺陷回波波幅超过了基准线幅度值
并且长度超过 19 mm 时应拒收, 缺陷若判定为裂
图 9 45° 探头扫查受限区域示意
纹、 未熔合、 未 焊 透 等, 无 论 长 度 是 多 少 均 不 可 接
受的。
4 结语
对 AP1000 压水堆安全壳贯穿件套管与补强板
形成的非径向管板焊接接头的结构特点进行介绍,
分析了易产生缺陷部位及重点检测部位, 论述了该
类焊接接头的超声检测工艺要点及相关要求, 构建
了统一的缺陷定位坐标系以及准确的缺陷定位方
图 10 30° 探头扫查受限区域示意
法, 并对由于结构原因造成的技术受限区域进行了
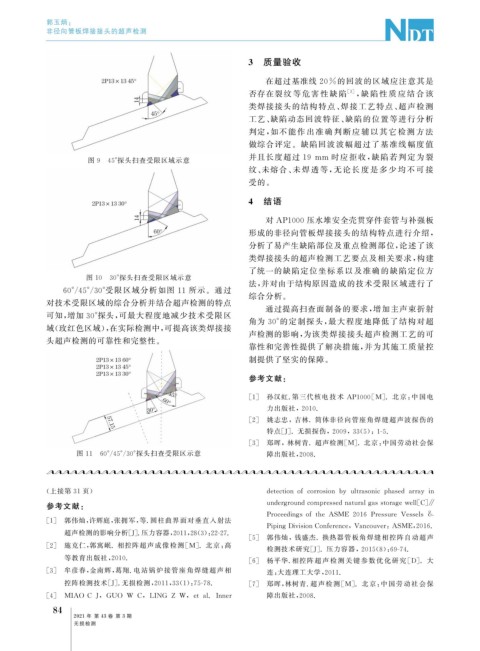
60° / 45° / 30° 受限区域分析如图 11 所示。通过
综合分析。
对技术受限区域的综合分析并结合超声检测的特点
通过提高扫查面制备的要求, 增加主声束折射
可知, 增加 30° 探头, 可最大程度地减少技术受限区
角为 30° 的定制探头, 最大程度地降低了结构对超
域( 玫红色区域), 在实际检测中, 可提高该类焊接接
声检测的影响, 为该类焊接接头超声检测工艺的可
头超声检测的可靠性和完整性。
靠性和完善性提供了解决措施, 并为其施工质量控
制提供了坚实的保障。
参考文献:
[ 1 ] 孙汉虹 . 第三代核 电 技 术 AP1000 [ M ] .北 京: 中 国 电
力出版社, 2010.
[ 2 ] 姚志忠,吉林 . 筒体非径向管座角焊缝超声波探伤的
特点[ J ] . 无损探伤, 2009 , 33 ( 5 ): 1-5.
[ 3 ] 郑晖,林树青 . 超声检测[ M ] . 北京: 中国劳动社会保
图 11 60° / 45° / 30° 探头扫查受限区示意 障出版社, 2008.
( 上接第 31 页) detectionofcorrosion b y ultrasonicp hasedarra yin
参考文献: under g roundcom p ressednatural g asstora g ewell [ C ] ∥
Proceedin g softhe ASME2016 Pressure Vessels &
[ 1 ] 郭伟灿, 许辉庭, 张拥军, 等. 圆柱曲界面对垂直入射法
Pi p in gDivisionConference , Vancouver : ASME , 2016.
超声检测的影响分析[ J ] . 压力容器, 2011 , 28 ( 3 ): 22-27.
[ 5 ] 郭伟灿,钱盛杰 . 换热器管板角焊缝相控阵自动超声
[ 2 ] 施克仁, 郭寓岷 . 相控阵超声成像检测[ M ] .北京: 高
检测技术研究[ J ] . 压力容器, 2015 ( 8 ): 69-74.
等教育出版社, 2010. [ 6 ] 杨平华 . 相控阵 超 声 检 测 关 键 参 数 优 化 研 究 [ D ] .大
[ 3 ] 牟彦春, 金南辉, 葛翔 . 电站锅炉接管座角焊缝超声相
连: 大连理工大学, 2011.
控阵检测技术[ J ] . 无损检测, 2011 , 33 ( 1 ): 75-78. [ 7 ] 郑晖, 林树青 . 超 声 检 测[ M ] .北 京: 中 国 劳 动 社 会 保
[ 4 ] MIAO C J , GUO W C , LING Z W , etal.Inner 障出版社, 2008.
8
4
2021 年 第 43 卷 第 3 期
无损检测