
Page 131 - 无损检测2021年第三期
P. 131
李 衍:
全矩阵捕获和全聚焦法检测标准化新动态
附录形式添加了双全法检测的具体要求: ① 强制性 在正文和附录部分, 还提出双全法不仅适用于焊接接
附录 Ⅺ 《 全矩阵捕获》; ② 非强制性附录 F 《 焊缝全 头, 也适用于锻件和铸件的检测, 并给出了应用案例
矩阵捕获法检测》。但 ASMEBPVC.V-2019 的双 对其进行诠释( 焊缝检测单独发布标准草案, 即ISO /
全法规范, 仅适用于基于断裂力学验收标准的检测 DIS23864-2020 《 焊缝超声双全法自动检测》)。
( 即在役检测)。而IIW 标准及ISO 标准草案一开始 目前, 现代计算机的处理速度, 可实现双全法实
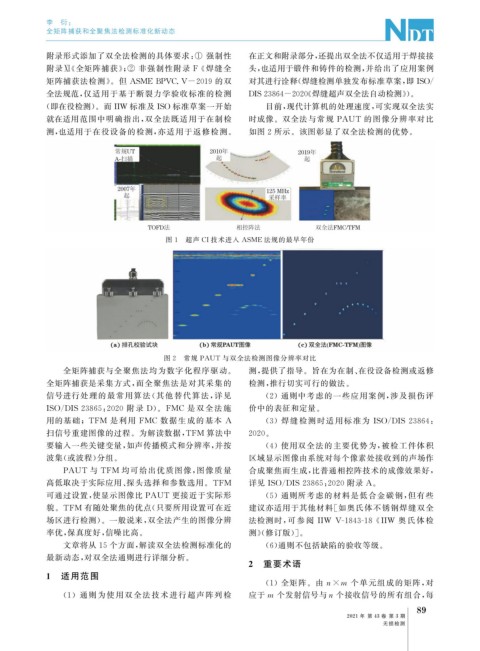
就在适用范围中明确指出, 双全法既适用于在制检 时成像。双全法与常规 PAUT 的图像分辨率对比
测, 也适用于在役设备的检测, 亦适用于返修检测。 如图 2 所示。该图彰显了双全法检测的优势。
图 1 超声 CI技术进入 ASME 法规的最早年份
图 2 常规 PAUT 与双全法检测图像分辨率对比
全矩阵捕获与全聚焦法均为数字化程序驱动。 测, 提供了指导。旨在为在制、 在役设备检测或返修
全矩阵捕获是采集方式, 而全聚焦法是对其采集的 检测, 推行切实可行的做法。
信号进行处理的最常用算法( 其他替 代算法, 详见 ( 2 )通则中考虑的一些应用案例, 涉及损伤评
ISO / DIS23865 : 2020 附录 D )。 FMC 是 双 全 法 施 价中的表征和定量。
用的基础; TFM 是利用 FMC 数据生成的基本 A ( 3 )焊缝检测时适用标准为 ISO / DIS23864 :
扫信号重建图像的过程。为解读数据, TFM 算法中 2020 。
要输入一些关键变量, 如声传播模式和分辨率, 并按 ( 4 )使用双全法的主要优势为, 被检工件体积
波集( 或波程) 分组。 区域显示图像由系统对每个像素处接收到的声场作
PAUT 与 TFM 均可给出优质图像, 图像质量 合成聚焦而生成, 比普通相控阵技术的成像效果好,
高低取决于实际应用、 探头选择和参数选用。 TFM 详见ISO / DIS23865 : 2020 附录 A 。
可通过设置, 使显示图像比 PAUT 更接近于实际形 ( 5 )通则所考虑的材料是低合金碳钢, 但有些
貌。 TFM 有随处聚焦的优点( 只要所用设置可在近 建议亦适用于其他材料[ 如奥氏体不锈钢焊缝双全
场区进行检测)。一般说来, 双全法产生的图像分辨 法检测时, 可 参 阅 IIW V-1843-18 《 IIW 奥 氏 体 检
率优, 保真度好, 信噪比高。 测》( 修订版)]。
文章将从 15 个方面, 解读双全法检测标准化的 ( 6 ) 通则不包括缺陷的验收等级。
最新动态, 对双全法通则进行详细分析。
2 重要术语
1 适用范围
( 1 )全矩阵。由 n×m 个单元组成的矩阵, 对
( 1 )通则为使用双全法技术进行超声阵 列检 应于 m 个发射信号与n 个接收信号的所有组合, 每
9
8
2021 年 第 43 卷 第 3 期
无损检测