
Page 88 - 无损检测2021年第二期
P. 88
王丙阳, 等:
金属点阵材料结构参数的 CT 检测
部结构复杂, 空间结构形状各异、 尺寸小、 单元周期
1 研究对象
密集排列, 检测的可达性差; ② 材料范围广, 包括铝
合金、 钛合金、 高强度钢等, 不同材料对检测结果的 文章以 BCC ( bod y -centeredcells , 体心立方) 型
影响不同; ③ 高精度尺寸定量检测, 需要量化评估 金属点阵为对象, 对其结构参数进行检测。金属点
尺寸精度、 表面质量和连接杆断裂缺陷, 在确保结构 阵单元结构如图 1 所示, 金属点阵结构如图 2 所示。
精度和安全性的前提下, 降低制造成本。基于上述 高能束选区熔化金属点阵采用 M810 型大型激
特点, 文章开展了金属点阵结构参数 CT ( 电子计算 光选区熔化精密快速成型设备以及 TC4 合金粉末
机断层扫描) 检测方法的研究。 进行成型, 其成形工艺参数详见表 1 。
图 1 金属点阵单元结构
图 2 金属点阵结构图
表 1 金属三维点阵成型工艺参数
-1
-1
激光功率 / W 扫描速度 /( mm · s ) 扫描功率 / W 轮廓扫描速度 /( mm · s ) 层厚 / m 扫描间距 / mm 粉末球径 / m
μ
μ
330 1250 250 1250 40 0.13 1~53
2 金属点阵材料结构参数的检测原理
2.1 检测方案
工业 CT 技术是在被检物体非破坏的情况下获
取其二维或三维图像的射线检测方法, 其基本原理
为: 射线束穿过被测物体时产生衰减, 探测器采集到
衰减后的射线信号, 并通过重建算法“ 还原” 物体的
二维或三维结构信息。其成像原理如图 3 所示 [ 6 ] 。
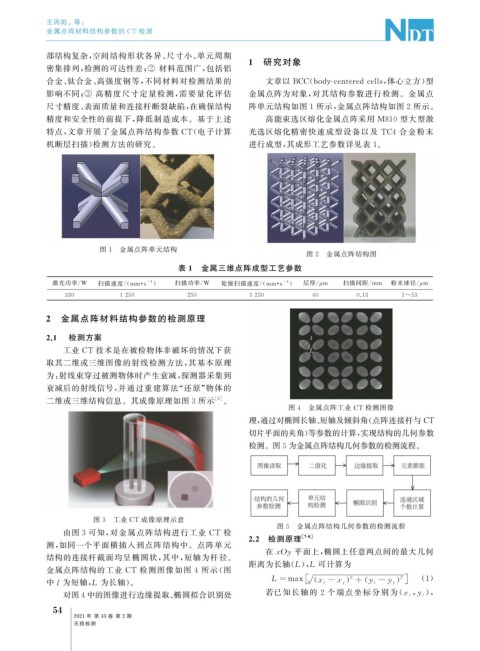
图 4 金属点阵工业 CT 检测图像
理, 通过对椭圆长轴、 短轴及倾斜角( 点阵连接杆与 CT
切片平面的夹角) 等参数的计算, 实现结构的几何参数
检测。图5为金属点阵结构几何参数的检测流程。
图 3 工业 CT 成像原理示意
图 5 金属点阵结构几何参数的检测流程
由图 3 可知, 对金属点阵结构进行工业 CT 检
2.2 检测原理 [ 7-8 ]
测, 如同一个平面横插入到点阵结构中。点阵单元
在xO y 平面上, 椭圆上任意两点间的最大几何
结构的连接杆截面均呈椭圆状, 其中, 短轴为杆径。
距离为长轴( L ), L 可计算为
金属点阵结构的工业 CT 检测图像如图 4 所示( 图
2
2
L =max ) ( ) ( 1 )
中l 为短轴, L 为长轴)。 ( x i -x j + y i -y j
, ),
对图4中的图像进行边缘提取、 椭圆拟合识别处 若已知长轴的 2 个端点坐标分别为( x i y i
4
5
2021 年 第 43 卷 第 2 期
无损检测