
Page 117 - 无损检测2021年第二期
P. 117
实践经验
DOI : 10.11973 / ws j c202102017
蒸汽发生器管板与管孔密封焊缝的渗透检测
岑龙涛, 张志强, 王伟波, 王保满
( 中广核工程有限公司, 深圳 518124 )
摘 要:介绍了蒸汽发生器管板与管孔密封焊缝的渗透检测工艺及操作, 对常见的密封焊缝
渗透检测的缺陷进行了分析, 可为国内核岛主设备管板与管孔密封焊缝的渗透检测及质量控制提
供经验, 供同行参考。
关键词:蒸汽发生器;密封焊;渗透检测
中图分类号: TG115.28 文献标志码: B 文章编号: 1000-6656 ( 2021 ) 02-0079-03
Penetrantiontestin g ofsealin gweldbetweentubesheetandtubeholeofsteamg enerator
CENLon g tao , ZHANGZhi q ian g WANG Weibo , WANGBaoman
,
( ChinaNuclearPowerEn g ineerCo. , Ltd. , Shenzhen518124 , China )
Abstract : Thisarticledescribesthedetectionp rocessando p erationmethodfor p enetrationtestonsealin gweld ,
anal y sesthefre q uentl yoccurrin gdefects , andp rovidesvaluableex p erienceforthenondestructivetestin gq ualit y
controlonsealin gweldofdomesticnuclearislandmastere q ui p ment , whichcouldbeusedfor p eerreference.
Ke ywords : steamg enerator ; sealin gweld ; p enetrationtestin g
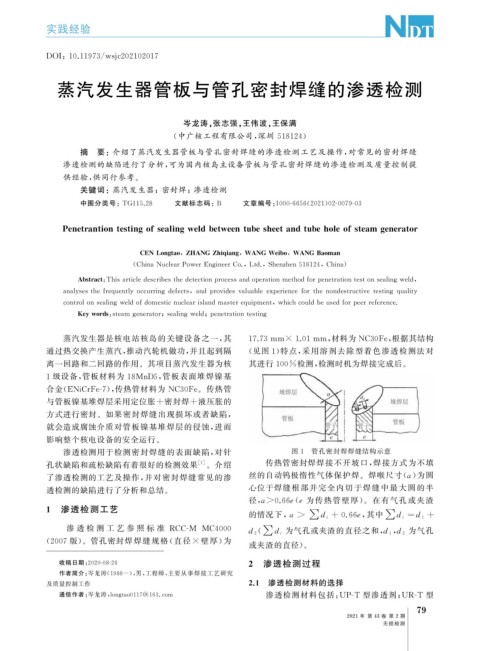
蒸汽发生器是核电站核岛的关键设备之一, 其 17.73mm×1.01mm , 材料为 NC30Fe , 根据其结构
通过热交换产生蒸汽, 推动汽轮机做功, 并且起到隔 ( 见图 1 ) 特点, 采用溶剂去除型着色渗透检测法对
离一回路和二回路的作用。其项目蒸汽发生器为核 其进行 100% 检测, 检测时机为焊接完成后。
1 级设备, 管板材料为 18MnD5 , 管板表面堆焊镍基
合金( ENiCrFe-7 ), 传热管材料为 NC30Fe 。传热管
与管板镍基堆焊层采用定位胀 + 密封焊 + 液压胀的
方式进行密封。如果密封焊缝出现损坏或者缺陷,
就会造成腐蚀介质对管板镍基堆焊层的侵蚀, 进而
影响整个核电设备的安全运行。
渗透检测用于检测密封焊缝的表面缺陷, 对针 图 1 管孔密封焊焊缝结构示意
孔状缺陷和疏松缺陷有着很好的检测效果 [ 1 ] 。介绍 传热管密封焊焊接不开坡口, 焊接方式为不填
了渗透检测的工艺及操作, 并对密封焊缝常见的渗 丝的自动钨极惰性气体保护焊。焊喉尺寸( a ) 为圆
心位于焊缝根部并完全内切于焊缝中最大圆的半
透检测的缺陷进行了分析和总结。
径, a>0.66e ( e 为传热管壁厚)。在有气孔或夹渣
1 渗透检测工艺
∑ ∑
的情况下, a > d i +0.66 e , 其中 d i =d 1 +
渗 透 检 测 工 艺 参 照 标 准 RCC-M MC4000 , 为气孔
∑
d 2 ( d i 为气孔或夹渣的直径之和, d 1 d 2
( 2007 版)。管孔密封焊焊缝规格( 直径 × 壁厚) 为
或夹渣的直径)。
收稿日期: 2020-08-26 2 渗透检测过程
作者简介: 岑龙涛( 1988- ), 男, 工程师, 主要从事焊接工艺研究
及质量控制工作 2.1 渗透检测材料的选择
渗透检测材料包括: UP-T 型渗透剂; UR-T 型
通信作者: 岑龙涛, lon g tao0117@163.com
9
7
2021 年 第 43 卷 第 2 期
无损检测