
Page 124 - 无损检测2025年第四期
P. 124
罗 炜,等:
先进超声检测技术在核岛主设备制造中的应用
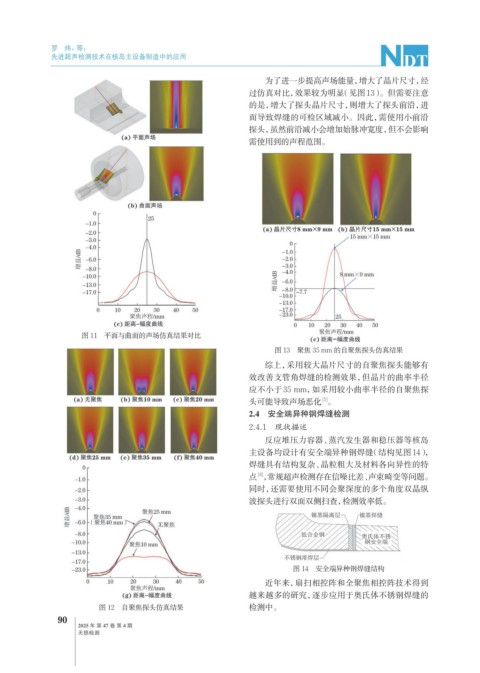
为了进一步提高声场能量,增大了晶片尺寸,经
过仿真对比,效果较为明显(见图13)。但需要注意
的是,增大了探头晶片尺寸,则增大了探头前沿,进
而导致焊缝的可检区域减小。因此,需使用小前沿
探头,虽然前沿减小会增加始脉冲宽度,但不会影响
需使用到的声程范围。
图 11 平面与曲面的声场仿真结果对比
图 13 聚焦 35 mm 的自聚焦探头仿真结果
综上,采用较大晶片尺寸的自聚焦探头能够有
效改善支管角焊缝的检测效果,但晶片的曲率半径
应不小于35 mm,如采用较小曲率半径的自聚焦探
头可能导致声场恶化 。
[5]
2.4 安全端异种钢焊缝检测
2.4.1 现状描述
反应堆压力容器、蒸汽发生器和稳压器等核岛
主设备均设计有安全端异种钢焊缝(结构见图14),
焊缝具有结构复杂、晶粒粗大及材料各向异性的特
点 ,常规超声检测存在信噪比差、声束畸变等问题。
[6]
同时,还需要使用不同会聚深度的多个角度双晶纵
波探头进行双面双侧扫查,检测效率低。
图 14 安全端异种钢焊缝结构
近年来,扇扫相控阵和全聚焦相控阵技术得到
越来越多的研究,逐步应用于奥氏体不锈钢焊缝的
图 12 自聚焦探头仿真结果 检测中。
90
2025 年 第 47 卷 第 4 期
无损检测