
Page 117 - 无损检测2025年第一期
P. 117
范效礼,等:
电磁检测技术在油气管道焊缝缺陷检测中的应用与进展
期间发生的磁扰动信号进行处理,讨论了海啸过程 局限性,实现对于不同类型缺陷的精准检测,提高
和孕震的联系,认为检测磁扰动信号对海啸预警有 检测精度,已经成为近年无损检测技术的发展趋势。
较大作用。 例如,漏磁-电磁超声复合检测技术,交流电磁场-
3.5 复合检测技术研究现状 涡流复合检测技术的提出,对焊缝缺陷的全面检测
在实际应用中,单一的检测方式已经难以满足 非常有利。
检测需要,结合多种技术,发展新型复合检测技术是 (3)环保和节能。传统的射线检测技术使用高
大势所趋。马勉东等 [36] 针对飞机铝合金薄板裂纹提 能量的放射源,不仅会对环境造成污染,也会影响操
出了一种电磁超声导波-涡流复合检测技术,提高了 作人员的身体健康。所以采用先进的技术,减少辐
检测效率,实现了铝合金板缺陷的全方位检测,研究 射,降低能耗,降低检测成本,已成为管道焊缝检测
了检测信号的强度和质量的影响因素。陈杰 [37] 针对 技术发展的目标之一。
储罐底板缺陷检测提出了一种基于漏磁-电磁超声 (4) 提高检测速度和效率。传统检测技术效率低
检测原理的复合检测技术,并设计试验验证了其技 且工作环境恶劣,长时间工作,对于检测人员也会造
术可行性,根据仿真结果进行了磁铁参数和线圈参 成一定的健康损害。所以,提高检测效率势在必行。
数设计。李伟等 [38] 提出了一种交流电磁场和电磁超 (5)减少外界因素干扰。在实际的检测工作中,
声复合无损检测技术,该技术可以实现铝板表面和 检测信号易受试件所在位置地磁场的影响,另外有
亚表面缺陷的高灵敏度检出和分类。 些埋地管道在检测时,还需要将管道挖开并停产,检
测效率低,人力物力损失大。如果能够减少外界因
4 管道焊缝检测技术的展望
素影响,管道无损检测的效率会大幅度增高。
随着工业的发展,电磁无损检测技术在管道焊
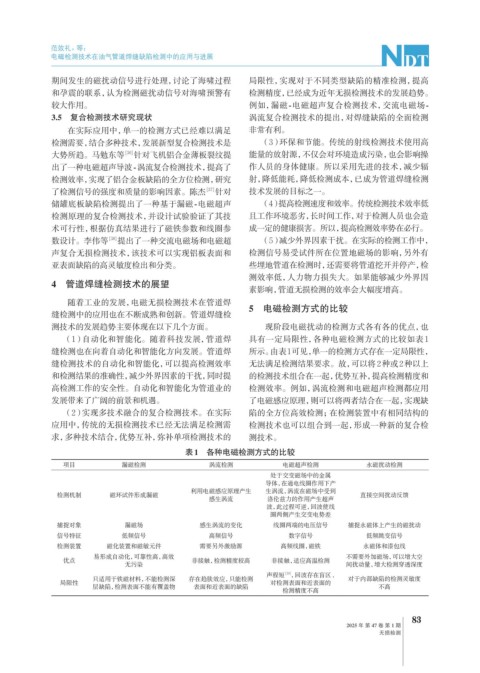
5 电磁检测方式的比较
缝检测中的应用也在不断成熟和创新。管道焊缝检
测技术的发展趋势主要体现在以下几个方面。 现阶段电磁扰动的检测方式各有各的优点,也
(1)自动化和智能化。随着科技发展,管道焊 具有一定局限性,各种电磁检测方式的比较如表1
缝检测也在向着自动化和智能化方向发展。管道焊 所示。由表1可见, 单一的检测方式存在一定局限性,
缝检测技术的自动化和智能化,可以提高检测效率 无法满足检测结果要求。故,可以将2种或2种以上
和检测结果的准确性,减少外界因素的干扰,同时提 的检测技术组合在一起,优势互补,提高检测精度和
高检测工作的安全性。自动化和智能化为管道业的 检测效率。例如,涡流检测和电磁超声检测都应用
发展带来了广阔的前景和机遇。 了电磁感应原理,则可以将两者结合在一起,实现缺
(2)实现多技术融合的复合检测技术。在实际 陷的全方位高效检测;在检测装置中有相同结构的
应用中,传统的无损检测技术已经无法满足检测需 检测技术也可以组合到一起,形成一种新的复合检
求,多种技术结合,优势互补,弥补单项检测技术的 测技术。
表1 各种电磁检测方式的比较
项目 漏磁检测 涡流检测 电磁超声检测 永磁扰动检测
处于交变磁场中的金属
导体,在通电线圈作用下产
利用电磁感应原理产生 生涡流,涡流在磁场中受到
检测机制 磁环试件形成漏磁 直接空间扰动反馈
感生涡流 洛伦兹力的作用产生超声
波,此过程可逆,回波使线
圈两侧产生交变电势差
捕捉对象 漏磁场 感生涡流的变化 线圈两端的电压信号 捕捉永磁体上产生的磁扰动
信号特征 低频信号 高频信号 数字信号 低频跳变信号
检测装置 磁化装置和磁敏元件 需要另外激励源 高频线圈,磁铁 永磁体和漆包线
易形成自动化,可靠性高,高效 不需要外加磁场,可以增大空
优点 非接触,检测精度较高 非接触,适应高温检测
无污染 间扰动量,增大检测穿透深度
声程短 [39] ,回波存在盲区,
只适用于铁磁材料,不能检测深 存在趋肤效应,只能检测 对于内部缺陷的检测灵敏度
局限性 对检测表面和近表面的
层缺陷,检测表面不能有覆盖物 表面和近表面的缺陷 不高
检测精度不高
83
2025 年 第 47 卷 第 1 期
无损检测