
Page 129 - 无损检测2024年第十期
P. 129
叶永魁,等:
磁粉检测试片不同缺陷槽的功能探讨
垂直磁化工艺时,利用试片圆形缺陷槽进行检测灵
敏度验证,在有些角度朝向上的验证有时是失效的,
而可能导致缺陷的漏检。
刘毓秀等 认为:试片圆形缺陷槽磁化后,显
[4]
示磁痕的圆弧端点的切线方向是“该磁化电流下可
发现的缺陷方向”(“端点切线法”中切线与可发现
缺陷方向的关系如图5所示,下文简称为“端点切线
法”)。但实际磁粉检测工作中,没有将圆形缺陷槽
的“端点切线法”用于验证偏离磁场磁化方向一定
角度朝向上的检测灵敏度是否满足要求。这是由于
实际工作中难以确定磁化后圆形缺陷槽的圆心,也
就难以确定出磁化后显示磁痕的圆弧缺陷槽端点处
的切线。实际工作中不能将圆形缺陷槽的“端点切
线法”用于检测灵敏度的验证,也就不能用于2次相
互垂直磁化工艺中偏离磁化方向45°角朝向上检测
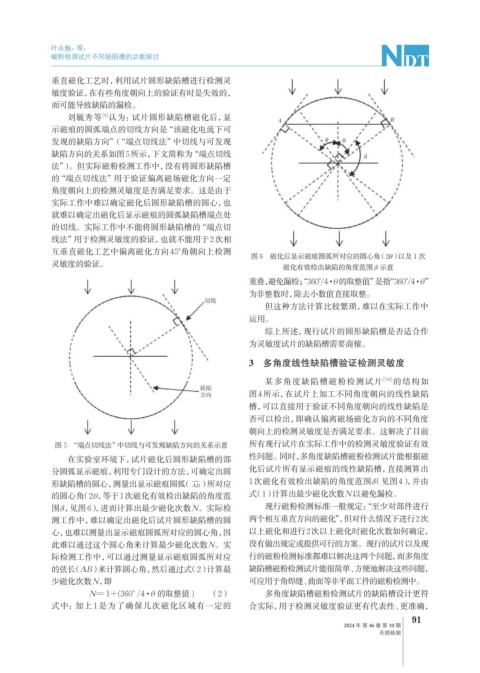
图 6 磁化后显示磁痕圆弧所对应的圆心角(2θ)以及 1 次
灵敏度的验证。 磁化有效检出缺陷的角度范围δ 示意
重叠,避免漏检;“360°/4 ·θ 的取整值”是指“360°/4 ·θ”
为非整数时,除去小数值直接取整。
但这种方法计算比较繁琐,难以在实际工作中
运用。
综上所述,现行试片的圆形缺陷槽是否适合作
为灵敏度试片的缺陷槽需要商榷。
3 多角度线性缺陷槽验证检测灵敏度
某多角度缺陷槽磁粉检测试片 [5-6] 的结构如
图4所示,在试片上加工不同角度朝向的线性缺陷
槽,可以直接用于验证不同角度朝向的线性缺陷是
否可以检出,即确认偏离磁场磁化方向的不同角度
朝向上的检测灵敏度是否满足要求。这解决了目前
图 5 “端点切线法”中切线与可发现缺陷方向的关系示意 所有现行试片在实际工作中的检测灵敏度验证有效
在实验室环境下,试片磁化后圆形缺陷槽的部 性问题。同时,多角度缺陷槽磁粉检测试片能根据磁
分圆弧显示磁痕,利用专门设计的方法,可确定出圆 化后试片所有显示磁痕的线性缺陷槽,直接测算出
形缺陷槽的圆心,测量出显示磁痕圆弧( )所对应 1次磁化有效检出缺陷的角度范围δ (见图4),并由
的圆心角(2θ,等于1次磁化有效检出缺陷的角度范 式(1)计算出最少磁化次数N以避免漏检。
围δ,见图6),进而计算出最少磁化次数N。实际检 现行磁粉检测标准一般规定:“至少对部件进行
测工作中,难以确定出磁化后试片圆形缺陷槽的圆 两个相互垂直方向的磁化”,但对什么情况下进行2次
心,也难以测量出显示磁痕圆弧所对应的圆心角,因 以上磁化和进行2次以上磁化时磁化次数如何确定,
此难以通过这个圆心角来计算最少磁化次数N。实 没有做出规定或提供可行的方案。现行的试片以及现
际检测工作中,可以通过测量显示磁痕圆弧所对应 行的磁粉检测标准都难以解决这两个问题,而多角度
的弦长(AB)来计算圆心角,然后通过式(2)计算最 缺陷槽磁粉检测试片能很简单、方便地解决这些问题,
少磁化次数N,即 可应用于角焊缝、曲面等非平面工件的磁粉检测中。
N= 1+(360° /4 ·θ 的取整值 ) (2) 多角度缺陷槽磁粉检测试片的缺陷槽设计更符
式中:加上 1 是为了确保几次磁化区域有一定的 合实际,用于检测灵敏度验证更有代表性、更准确,
91
2024 年 第 46 卷 第 10 期
无损检测