
Page 51 - 无损检测2024年第七期
P. 51
郑赛春,等:
管型核燃料元件芯体定位检测系统
端头的真实坐标。用上述方式对燃料芯体的位置坐
标进行校正,则可得到芯体两端头的真实位置坐标。
3.3.2 机械运动引入误差的校正
上文中通过卡盘位置坐标和平板探测器上得到
的像素坐标,可以分别得到管型元件长度a和燃料
芯体长度L
a = X 2 -X 1 2 - Y -Y µ +' (8)
∆
1
L = X -X - Y -Y µ + '' (9)
∆
图 12 元件端头坐标位置信息的关系图 4 3 4 3
式中:∆'和∆''为机械运动引入的误差值。
Y '>Y 时,取管型元件靠上表面的投影作为端头位
2
0
置,端头坐标值缩短,此时需要对其进行补偿,补偿 使用管型燃料元件标准样品,通过千分尺对元
件长度进行精确赋值为a';通过胶片成像的方式对
值为∆Y ,∆Y =Y '-Y 。
2 2 2 2 燃料芯体头尾两端进行精确定位,进而对芯体长度
其位置坐标信息存在如下关系
赋值为L'。使用该检测系统对标准样品扫描,此时
-Y 'Y ∆ Y - Y 'Y
0 1 1 1 1 (6) 输出的元件管长和芯体长度分别与实际值对比得到
= =
- F
Ff Ff
-
误差值∆'和∆''。
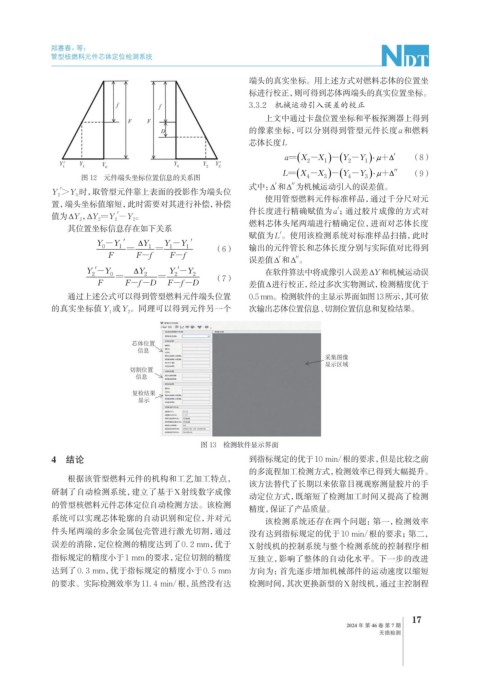
Y '-Y ∆ Y Y '-Y 在软件算法中将成像引入误差∆Y和机械运动误
2 0 = 2 = 2 2 (7)
--D
F Ff Ff 差值∆进行校正,经过多次实物测试,检测精度优于
--D
通过上述公式可以得到管型燃料元件端头位置 0.5 mm。检测软件的主显示界面如图13所示, 其可依
的真实坐标值Y 或Y 。同理可以得到元件另一个 次输出芯体位置信息、切割位置信息和复检结果。
1 2
图 13 检测软件显示界面
4 结论 到指标规定的优于10 min/根的要求,但是比较之前
的多流程加工检测方式,检测效率已得到大幅提升。
根据该管型燃料元件的机构和工艺加工特点,
该方法替代了长期以来依靠目视观察测量胶片的手
研制了自动检测系统,建立了基于X射线数字成像
动定位方式,既缩短了检测加工时间又提高了检测
的管型核燃料元件芯体定位自动检测方法。该检测
精度,保证了产品质量。
系统可以实现芯体轮廓的自动识别和定位,并对元 该检测系统还存在两个问题:第一,检测效率
件头尾两端的多余金属包壳管进行激光切割,通过 没有达到指标规定的优于10 min/根的要求;第二,
误差的消除,定位检测的精度达到了0. 2 mm,优于 X射线机的控制系统与整个检测系统的控制程序相
指标规定的精度小于1 mm的要求,定位切割的精度 互独立,影响了整体的自动化水平。下一步的改进
达到了0. 3 mm,优于指标规定的精度小于0. 5 mm 方向为:首先逐步增加机械部件的运动速度以缩短
的要求。实际检测效率为11. 4 min/根,虽然没有达 检测时间,其次更换新型的X射线机,通过主控制程
17
2024 年 第 46 卷 第 7 期
无损检测