
Page 61 - 无损检测2024年第四期
P. 61
孔 傲,等:
分区合成 C 扫成像方法在水冷板超声检测中的应用
的声程范围内, 加上水冷板外表面造型多变, 探头和
1 某型号水冷板传统超声 C 扫成像方法
工件之间的水层厚度也在变化, 水和工件的声速差
使得同一深度的焊接面在成像中也可能处于不同的 使 用 128 阵 元 水 浸 探 头 搭 配 二 维 超 声 检 测
声程, 进一步增加检测的复杂度。目前的超声检测 仪, 对某型号水冷板进行水浸扫查, 扫查工艺按照
技术都是针对某一声程范围进行 C 扫描成像, 具有 常规的 C 扫 成 像 方 式 设 置, 其 沿 周 位 置 C 扫 成 像
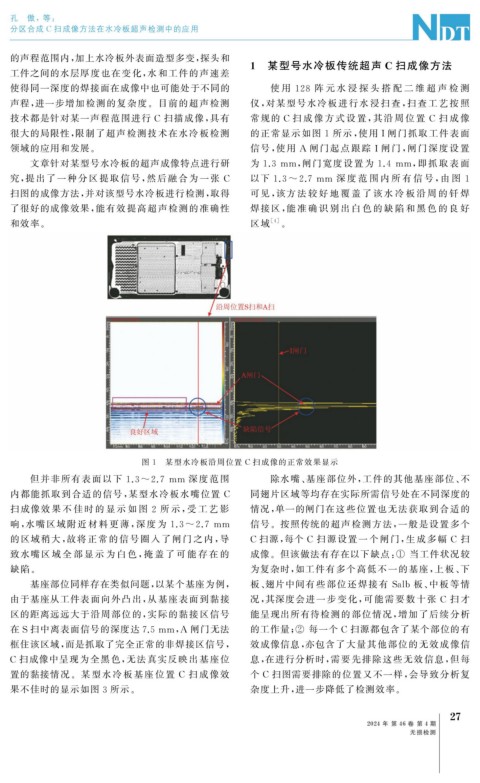
很大的局限性, 限制了超声检测技术在水冷板检测 的正常显示如图 1 所示, 使用I闸门抓取工件表面
领域的应用和发展。 信号, 使用 A 闸门起点跟踪 I闸门, 闸门深度设置
文章针对某型号水冷板的超声成像特点进行研 为 1.3mm , 闸门宽度设置为 1.4 mm , 即抓取表面
究, 提出了一种分区提取信号, 然后融合为一张 C 以下 1.3~2.7mm 深 度 范 围 内 所 有 信 号, 由 图 1
扫图的成像方法, 并对该型号水冷板进行检测, 取得 可见, 该方 法 较 好 地 覆 盖 了 该 水 冷 板 沿 周 的 钎 焊
了很好的成像效果, 能有效提高超声检测的准确性 焊接区, 能 准 确 识 别 出 白 色 的 缺 陷 和 黑 色 的 良 好
和效率。 区域 [ 4 ] 。
图 1 某型水冷板沿周位置 C 扫成像的正常效果显示
但并非所有表面以下 1.3~2.7 mm 深度范围 除水嘴、 基座部位外, 工件的其他基座部位、 不
内都能抓取到合适的信号, 某型水冷板水嘴位置 C 同翅片区域等均存在实际所需信号处在不同深度的
扫成像效 果 不 佳 时 的 显 示 如 图 2 所 示, 受 工 艺 影 情况, 单一的闸门在这些位置也无法获取到合适的
响, 水嘴区域附近材料更薄, 深度为 1.3~2.7 mm 信号。按照传统的超声检测方法, 一般是设置多个
的区域稍大, 故将正常的信号圈入了闸门之内, 导 C 扫源, 每个 C 扫源设置一个闸门, 生成多幅 C 扫
致水嘴区 域 全 部 显 示 为 白 色, 掩 盖 了 可 能 存 在 的 成像。但该做法有存在以下缺点: ① 当工件状况较
缺陷。 为复杂时, 如工件有多个高低不一的基座, 上板、 下
基座部位同样存在类似问题, 以某个基座为例, 板、 翅片中间有些部位还焊接有 Salb 板、 中板等情
由于基座从工件表面向外凸出, 从基座表面到黏接 况, 其深度会进一步变化, 可能需要数十张 C 扫才
区的距离远远大于沿周部位的, 实际的黏接区信号 能呈现出所有待检测的部位情况, 增加了后续分析
在 S 扫中离表面信号的深度达7.5mm , A 闸门无法 的工作量; ② 每一个 C 扫源都包含了某个部位的有
框住该区域, 而是抓取了完全正常的非焊接区信号, 效成像信息, 亦包含了大量其他部位的无效成像信
C 扫成像中呈现为全黑色, 无法真实反映出基座位 息, 在进行分析时, 需要先排除这些无效信息, 但每
置的黏接情况。某型水冷板基座位置 C 扫成像效 个 C 扫图需要排除的位置又不一样, 会导致分析复
果不佳时的显示如图 3 所示。 杂度上升, 进一步降低了检测效率。
7
2
2024 年 第 46 卷 第 4 期
无损检测