
Page 66 - 无损检测2024年第四期
P. 66
肖雄晖,等:
K465 高温合金叶片扰流柱的渗透检测
关键件, 受制备与铸造工艺, 以及热处理工艺等因素 表 1 荧光渗透检测工艺参数
影响, 会存在残余应力甚至出现裂纹等缺陷 [ 4-7 ] 。 工艺名称 工艺参数
对于航空发动机零部件,常采用射线检测和渗 预清洗 水基清洗剂, 超声波震荡清洗 10min
透检 测 对 涡 轮 叶 片 内 部 和 外 表 面 进 行 质 量 控 渗透 ZL-27A 型渗透液, 渗透时间 20min
静电喷涂法施加渗透液
制 [ 8-10 ] 。扰流柱结构存在于叶片内腔中, 其结构复
去除 去离子水, 水压为 0.25 MPa
杂, 受空心结构、 渗透液施加方法等因素的影响, 扰 乳化 ZR-10B 型乳化剂, 乳化时间为 1min
流柱周围会截留渗透液, 造成荧光背景干扰。 烘干 55 ℃ 烘箱, 烘干 20min
显像 ZP-4B 干粉显像 30min
笔者对某型 K465 高温合金涡轮叶片进行了渗
检验 黑光灯, 38cm 处黑光强度 >1500 μ W · cm -2
透检测, 并利用体视显微镜和扫描电镜等方法对扰
干粉显像结束后, 在黑光灯下进行渗透检测, 发
流柱荧光显示进行了分析, 探讨了渗透检测对扰流
现在扰流柱上有大量荧光显示, 由于叶尖至显示位
柱缺陷检测的可行性, 为该型涡轮叶片生产研制和
置距离约为 3cm , 无法使用毛刷等常用工具对其进
使用过程中的缺陷检测及其检测工艺的制定奠定了
行有效擦拭, 为对显示进行进一步判断, 故对叶尖进
基础。
行线切割, 使扰流柱位于叶尖下方1cm 处。使用酒
1 试验材料与方法 精 - 丙酮混合液对零件进行超声波清洗, 确保将内腔
的残留油污去除, 再次使用表 1 工艺对零件进行渗
1.1 试验方法
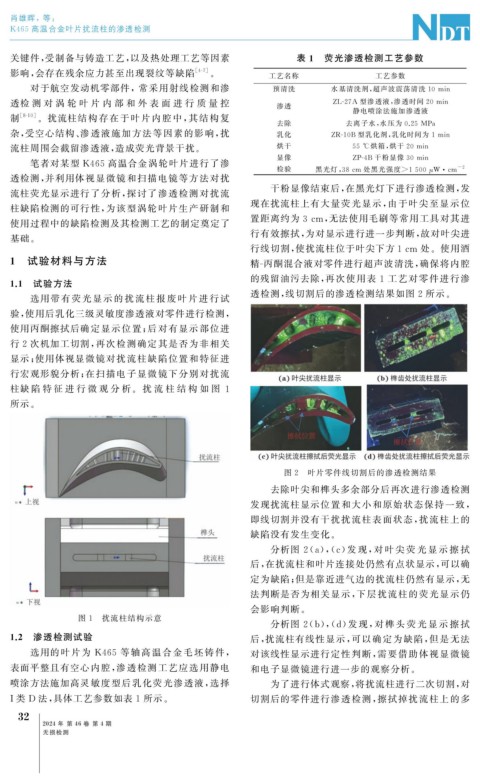
透检测, 线切割后的渗透检测结果如图 2 所示。
选用带有荧光显示的扰流柱报废叶片 进行试
验, 使用后乳化三级灵敏度渗透液对零件进行检测,
使用丙酮擦拭后确定显示位置; 后对有显示部位进
行 2 次机加工切割, 再次检测确定其是否为非相关
显示; 使用体视显微镜对扰流柱缺陷位置和特征进
行宏观形貌分析; 在扫描电子显微镜下分别对扰流
柱缺 陷 特 征 进 行 微 观 分 析。 扰 流 柱 结 构 如 图 1
所示。
图 2 叶片零件线切割后的渗透检测结果
去除叶尖和榫头多余部分后再次进行渗透检测
发现扰流柱显示位置和大小和原始状态保持一致,
即线切割并没有干扰扰流柱表面状态, 扰流柱上的
缺陷没有发生变化。
分析图 2 ( a ),( c ) 发 现, 对 叶 尖 荧 光 显 示 擦 拭
后, 在扰流柱和叶片连接处仍然有点状显示, 可以确
定为缺陷; 但是靠近进气边的扰流柱仍然有显示, 无
法判断是否为相关显示, 下层扰流柱的荧光显示仍
会影响判断。
图 1 扰流柱结构示意
分析图 2 ( b ),( d ) 发现, 对 榫 头 荧 光 显 示 擦 拭
1.2 渗透检测试验 后, 扰流柱有线性显示, 可以确定为缺陷, 但是无法
选用的叶片为 K465 等轴高温合金毛坯铸件, 对该线性显示进行定性判断, 需要借助体视显微镜
表面平整且有空心内腔, 渗透检测工艺应选用静电 和电子显微镜进行进一步的观察分析。
喷涂方法施加高灵敏度型后乳化荧光渗透液, 选择 为了进行体式观察, 将扰流柱进行二次切割, 对
I类 D 法, 具体工艺参数如表 1 所示。 切割后的零件进行渗透检测, 擦拭掉扰流柱上的多
2
3
2024 年 第 46 卷 第 4 期
无损检测