
Page 114 - 无损检测2024年第四期
P. 114
李 凌,等:
中介轴承剩磁超标的原因及控制方法
从图 4 ( 左) 可以看出, 试验件外钢套最大剩磁
3 磁力表架和方形手电筒现场使用清查
分布于磁力表架吸触区域, 且剩磁分布与故障件外
钢套剩磁分布[ 见图 4 ( 右)] 基本接近。此时测得内 根据 2.2 节试验分析可知, 磁力表架和方形手
钢套最大剩磁为 0.2mT , 与故障件中介轴承内钢套 电筒能磁化中介轴承并导致其出现与故障件相似的
磁力分布基本接近。 剩磁分布, 因此, 只需要清查磁力表架和方形手电筒
2.2.2 方形手电筒对中介轴承磁场的影响 的现场使用情况。
方形手 电 筒 用 于 装 配 现 场 的 发 动 机 内 腔 检 3.1 磁力表架现场使用清查
查, 其背部 具 有 20 mm×10 mm ( 长 × 宽) 的 磁 铁 磁力表架用于加工过程中的跳动测量, 而中介
区域, 且不 带 开 关, 磁 性 一 直 存 在, 最 大 磁 场 强 度 轴承装配过程中使用百分表和测具测量外钢套端面
为 28mT 。选用 报 废 的 中 介 轴 承 进 行 试 验, 将 方 跳动和跑道径向跳动。因此, 中介轴装配过程中不
使用磁力表架。同时, 磁力表架具有磁力开关, 在磁
形手电筒背部磁铁区域 直 接 接 触 轴 承 外 钢 套 2~
5s后, 移 走 手 电 筒, 分 解 中 介 轴 承 内、 外 钢 套, 并 力表座固定时打开磁力, 此时表座具有磁性, 拆下时
关闭磁力, 此时表座不带磁性。故, 排除磁力表架磁
用磁强计 测 量 内 外 钢 套 磁 力。 经 测 量, 内 钢 套 未
化导致中介轴承外钢套磁污染的可能。
被磁化, 外钢套有明显剩磁, 其剩磁分布情况如图
3.2 方形手电筒现场使用清查
5 所示。
方形手电筒在磁粉检测完成后和装配前检验提
交时( 检验员或顾客在光线不好且需进一步确认中
介轴承外观状态的情况下) 偶尔会使用。轴承为精
密零件, 相关人员对轴承均有较强的防护意识, 正常
情况下不会将方形手电筒等外来物品放置在轴承钢
套上, 但也不能完全排除轴承外钢套被方形手电筒
意外接触导致磁污染的可能。
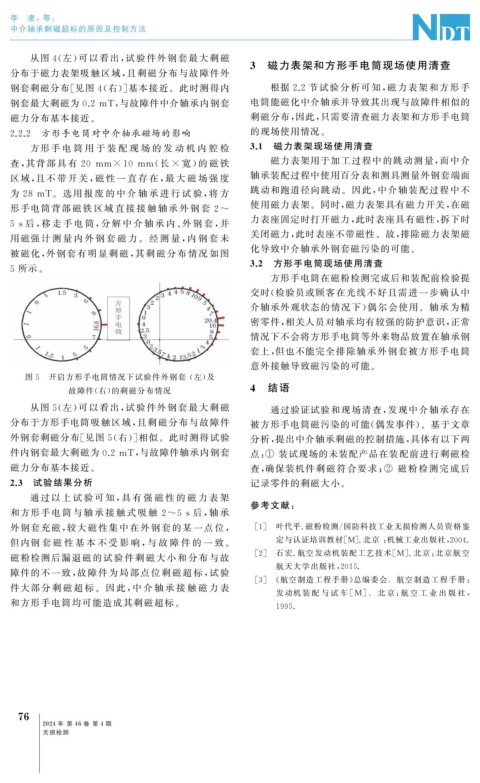
图 5 开启方形手电筒情况下试验件外钢套 ( 左) 及
故障件( 右) 的剩磁分布情况 4 结语
从图 5 ( 左) 可以看出, 试验件外钢套最大剩磁 通过验证试验和现场清查, 发现中介轴承存在
分布于方形手电筒吸触区域, 且剩磁分布与故障件 被方形手电筒磁污染的可能( 偶发事件)。基于文章
外钢套剩磁分布[ 见图 5 ( 右)] 相似。此时测得试验 分析, 提出中介轴承剩磁的控制措施, 具体有以下两
件内钢套最大剩磁为 0.2mT , 与故障件轴承内钢套 点: ① 装试现场的未装配产品在装配前进行剩磁检
磁力分布基本接近。 查, 确保装机件剩磁符合要求; ② 磁粉检测完成后
2.3 试验结果分析 记录零件的剩磁大小。
通过 以 上 试 验 可 知, 具 有 强 磁 性 的 磁 力 表 架
参考文献:
和方形手电 筒 与 轴 承 接 触 式 吸 触 2~5s后, 轴 承
外钢套充磁, 较大磁性集中在外钢套的某一点位, [ 1 ] 叶代平. 磁粉检测 / 国防科技工业无损检测人员资格鉴
但内钢 套 磁 性 基 本 不 受 影 响, 与 故 障 件 的 一 致。 定与认证培训教材[ M ] . 北京 : 机械工业出版社, 2004.
[ 2 ] 石宏 . 航空发动机装配工艺技术[ M ] . 北京: 北京航空
磁粉检测后漏退磁的试验件剩磁大小和分布与故
航天大学出版社, 2015.
障件的不一致, 故障件为局部点位剩磁超标, 试验
[ 3 ] 《 航空制造工程手册》 总编委会﹒航空制造工程手册:
件大部分 剩 磁 超 标。因 此, 中 介 轴 承 接 触 磁 力 表
发动机装 配 与 试 车 [ M ] ﹒ 北 京: 航 空 工 业 出 版 社,
和方形手电筒均可能造成其剩磁超标。
1995.
6
7
2024 年 第 46 卷 第 4 期
无损检测