
Page 113 - 无损检测2024年第四期
P. 113
李 凌,等:
中介轴承剩磁超标的原因及控制方法
内外钢套需要进行磁粉检测。
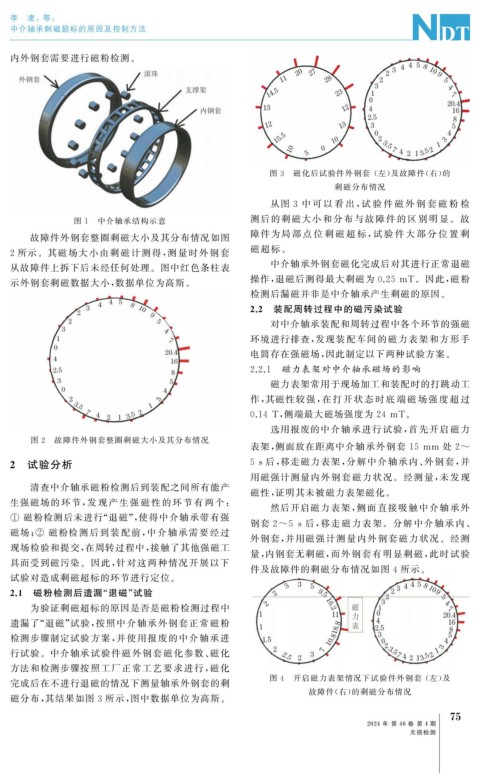
图 3 磁化后试验件外钢套 ( 左) 及故障件( 右) 的
剩磁分布情况
从图 3 中 可 以 看 出, 试 验 件 磁 外 钢 套 磁 粉 检
图 1 中介轴承结构示意 测后的剩磁大小和分布与故障件的区别明显。故
故障件外钢套整圈剩磁大小及其分布情况如图 障件为局 部 点 位 剩 磁 超 标, 试 验 件 大 部 分 位 置 剩
2 所示。其磁场大小由剩磁计测得, 测量时外钢套 磁超标。
从故障件上拆下后未经任何处理。图中红色条柱表 中介轴承外钢套磁化完成后对其进行正常退磁
操作, 退磁后测得最大剩磁为 0.25mT 。因此, 磁粉
示外钢套剩磁数据大小, 数据单位为高斯。
检测后漏磁并非是中介轴承产生剩磁的原因。
2.2 装配周转过程中的磁污染试验
对中介轴承装配和周转过程中各个环节的强磁
环境进行排查, 发现装配车间的磁力表架和方形手
电筒存在强磁场, 因此制定以下两种试验方案。
2.2.1 磁力表架对中介轴承磁场的影响
磁力表架常用于现场加工和装配时的打跳动工
作, 其磁性较强, 在打开状态时底端磁场强度超过
0.14T , 侧端最大磁场强度为 24mT 。
选用报废的中介轴承进行试验, 首先开启磁力
图 2 故障件外钢套整圈剩磁大小及其分布情况
表架, 侧面放在距离中介轴承外钢套 15mm 处 2~
2 试验分析 5s后, 移走磁力表架, 分解中介轴承内、 外钢套, 并
用磁强计测量内外钢套磁力状况。经测量, 未发现
清查中介轴承磁粉检测后到装配之间所有能产 磁性, 证明其未被磁力表架磁化。
生强磁场的环节, 发现产生强磁 性的环节有两个:
然后开启磁力表架, 侧面直接吸触中介轴承外
① 磁粉检测后未进行“ 退磁”, 使得中介轴承带有强
钢套 2~5s后, 移走磁力表架。分解中介轴承内、
磁场; ② 磁粉检测后到装配前, 中介轴承需要经过
外钢套, 并用磁强计测量内外钢套磁力状况。经测
现场检验和提交, 在周转过程中, 接触了其他强磁工
量, 内钢套无剩磁, 而外钢套有明显剩磁, 此时试验
具而受到磁污染。因此, 针对这两种情况开展以下
件及故障件的剩磁分布情况如图 4 所示。
试验对造成剩磁超标的环节进行定位。
2.1 磁粉检测后遗漏“ 退磁” 试验
为验证剩磁超标的原因是否是磁粉检测过程中
遗漏了“ 退磁” 试验, 按照中介轴承外钢套正常磁粉
检测步骤制定试验方案, 并使用报废的中介轴承进
行试验。中介轴承试验件磁外钢套磁化参数、 磁化
方法和检测步骤按照工厂正常工艺要求进行, 磁化
图 4 开启磁力表架情况下试验件外钢套 ( 左) 及
完成后在不进行退磁的情况下测量轴承外钢套的剩
故障件( 右) 的剩磁分布情况
磁分布, 其结果如图 3 所示, 图中数据单位为高斯。
5
7
2024 年 第 46 卷 第 4 期
无损检测