
Page 50 - 无损检测2023年第十二期
P. 50
代兴亮, 等:
电站锅炉 T23钢水冷壁焊缝横向裂纹的相控阵超声检测
放置最佳放置位置( 也可在等规格模拟试块上测量
得出)。由于焊缝多采用手工电弧焊焊接, 焊缝表面
凹凸不平, 将整个焊缝全部磨平较为困难, 检测前在
探头最佳放置位置处进行打磨即可。试验中最佳检
测位置为探头前端距焊缝中心线距离约 4.5mm
( 弧长) 处。
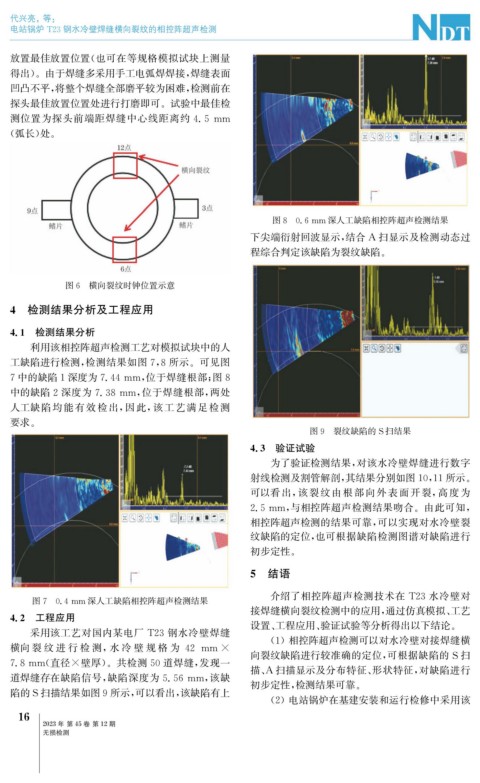
图8 0.6mm 深人工缺陷相控阵超声检测结果
下尖端衍射回波显示, 结合 A 扫显示及检测动态过
程综合判定该缺陷为裂纹缺陷。
图6 横向裂纹时钟位置示意
4 检测结果分析及工程应用
4.1 检测结果分析
利用该相控阵超声检测工艺对模拟试块中的人
工缺陷进行检测, 检测结果如图7 , 8所示。可见图
7中的缺陷1深度为7.44mm , 位于焊缝根部; 图8
中的缺陷2 深度为 7.38mm , 位于焊缝根部, 两处
人工缺陷均能有效检出, 因此, 该工艺满足检测
要求。
图9 裂纹缺陷的 S扫结果
4.3 验证试验
为了验证检测结果, 对该水冷壁焊缝进行数字
射线检测及割管解剖, 其结果分别如图10 , 11所示。
可以看出, 该裂纹由根部向外表面开裂, 高度为
2.5mm , 与相控阵超声检测结果吻合。由此可知,
相控阵超声检测的结果可靠, 可以实现对水冷壁裂
纹缺陷的定位, 也可根据缺陷检测图谱对缺陷进行
初步定性。
5 结语
介绍了相控阵超声检测技术在 T23 水冷壁对
图7 0.4mm 深人工缺陷相控阵超声检测结果
接焊缝横向裂纹检测中的应用, 通过仿真模拟、 工艺
4.2 工程应用
设置、 工程应用、 验证试验等分析得出以下结论。
采用该工艺对国内某电厂 T23 钢水冷壁焊缝
( 1 )相控阵超声检测可以对水冷壁对接焊缝横
横向 裂 纹 进 行 检 测, 水 冷 壁 规 格 为 42 mm ×
向裂纹缺陷进行较准确的定位, 可根据缺陷的 S扫
7.8mm ( 直径×壁厚)。共检测50道焊缝, 发现一 描、 A 扫描显示及分布特征、 形状特征, 对缺陷进行
道焊缝存在缺陷信号, 缺陷深度为 5.56mm , 该缺
初步定性, 检测结果可靠。
陷的S扫描结果如图9所示, 可以看出, 该缺陷有上
( 2 )电站锅炉在基建安装和运行检修中采用该
1
6
2023年 第45卷 第12期
无损检测