
Page 55 - 无损检测2023年第十二期
P. 55
陈 亮, 等:
海底管道环焊缝 PAUT+TOFD 检测认证与应用
95%条件下检出率达到90%时, 对 PAUT+TOFD 值不超过1mm 。
检测数据及宏观切片数据等进行统计学分析, 通过 分别按顺时针和逆时针方向进行焊缝数据采
最大似然方法, 确定能可靠检出临界缺陷的高度尺 集, 并分别记录每个缺陷的最大波幅, 评定缺陷的高
寸, POD 值是缺陷高度尺寸和检出概率的函数关系 度、 深度、 长度等尺寸, 部分典型缺陷数据记录样例
曲线。国际海底管道标准将 POD 值作为能否使用 如表5所示, 通过宏观切片( 见图 5 ) 确定选定缺陷
Workmanshi p 验收标准的关键指标, 要求 POD 的 的实际高度及深度。
表5 部分典型缺陷数据记录样例 mm
宏观切片 尺寸偏差
PAUT+TOFD
焊口号 缺陷编号 类型 位置
高度 深度 高度 深度 高度 深度
W01 1 未熔合 外表面 2.1 2.1 2.1 4.0 0 -1.9
W01 2 未熔合 外表面 2.1 4.3 1.8 2.6 0.3 1.7
W03 54 未熔合 外表面 1.4 3.2 2.0 3.8 -0.6 -0.6
W03 63 未熔合 外表面 1.1 2.2 1.6 3.0 -0.5 -0.8
W03 64 未熔合 外表面 1.0 1.4 0.8 2.0 0.2 -0.6
W03 65 未熔合 外表面 2.5 3.9 1.5 5.6 1.0 -1.7
W03 66 未熔合 外表面 1.3 3.0 2.0 3.2 -0.7 -0.2
W01 6 未熔合 埋藏 2.4 7.2 2.7 7.0 -0.3 0.2
W01 8 未熔合 埋藏 1.6 9.8 2.0 11.0 -0.4 -1.2
W01 17 未熔合 埋藏 1.9 11.3 2.0 11.9 -0.1 -0.6
未熔合 埋藏
W01 18 2.4 11.8 2.3 13.0 0.1 -1.2
未焊透 内表面
W01 9 2.8 25.4 2.9 25.4 -0.1 0
未焊透 内表面
W01 10 2.4 25.4 2.2 25.4 0.2 0
未焊透 内表面
W01 11 2.3 25.4 2.0 25.4 0.3 0
未焊透 内表面
W02 21 1.3 25.4 1.8 25.4 -0.5 0
W02 23 未焊透 内表面 3.0 25.4 2.9 25.4 0.1 0
W02 24 未焊透 内表面 3.9 25.4 2.9 25.4 1.0 0
W02 33 未焊透 内表面 2.7 25.4 2.5 25.4 0.2 0
W02 35 未焊透 内表面 3.7 25.4 3.5 25.4 0.2 0
由表5可知, PAUT+TOFD 检测结果与宏观
切片检测结果的偏差不大, 缺陷高度最大偏差为
1mm , 深度最大偏差为1.9mm 。
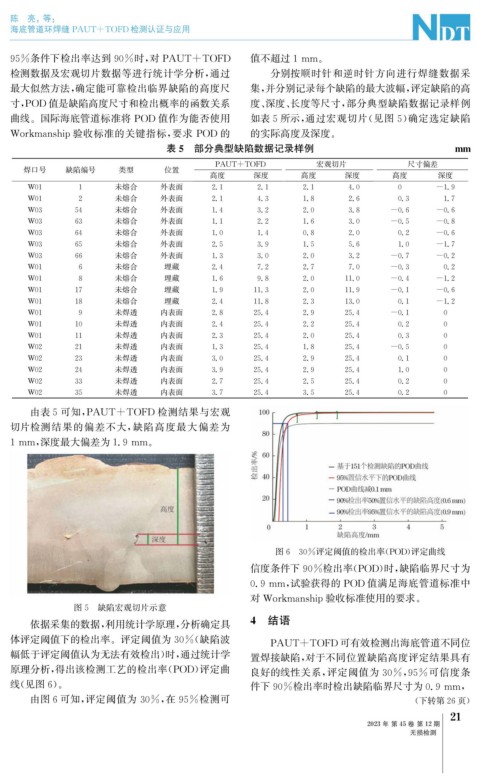
图6 30%评定阈值的检出率( POD ) 评定曲线
信度条件下90%检出率( POD ) 时, 缺陷临界尺寸为
0.9mm , 试验获得的 POD 值满足海底管道标准中
对 Workmanshi p 验收标准使用的要求。
图5 缺陷宏观切片示意
依据采集的数据, 利用统计学原理, 分析确定具 4 结语
体评定阈值下的检出率。评定阈值为30% ( 缺陷波 PAUT+TOFD 可有效检测出海底管道不同位
幅低于评定阈值认为无法有效检出) 时, 通过统计学 置焊接缺陷, 对于不同位置缺陷高度评定结果具有
原理分析, 得出该检测工艺的检出率( POD ) 评定曲 良好的线性关系, 评定阈值为 30% , 95% 可信度条
线( 见图6 )。 件下90%检出率时检出缺陷临界尺寸为0.9mm ,
由图6可知, 评定阈值为 30% , 在 95% 检测可 ( 下转第26页)
1
2
2023年 第45卷 第12期
无损检测