
Page 64 - 无损检测2023年第十期
P. 64
胡 庆, 等:
套管焊缝的相控阵超声检测工艺
式为对接焊缝, 但系统中没有此类特殊焊缝模型, 需
要绘制焊缝 CAD 模型导入该型号相控阵检测仪
中。根据测量的套管焊缝尺寸绘制套管焊缝 CAD
模型( 见图7 )。
图5 套管焊缝尺寸示意
( 2 )声束仿真
现场测量低温再热器管子规格为 60 mm×
4mm ( 直径×壁厚), 套管焊缝垂直厚度a 为4mm ,
套管焊缝水平宽度b 为4mm 。根据测量的实际尺 图7 套管焊缝 CAD 模型
寸, 利用 Esbeam Tool仿真软件进行声束模拟, 确 该套管焊缝 CAD 模型以坐标原点为相控阵
定实现声束全覆盖的聚焦法则和探头所处的位置。 探头偏置的起点, 将 CAD 模型导入相控阵检测仪
( 3 )检测工艺制定 中, 按照工艺仿真制定的扫描计划设置聚焦法则,
套管焊缝声束覆盖如图6所示, 可见在此工艺 进行声速校准、 楔块延时校准、 TCG ( 时间校正增
下能实现对套管焊缝的全覆盖, 不仅能有效发现存 益) 校准和编码器校准, 仪器校准完毕后即可进行
在的焊缝缺陷, 还能检测出焊缝处管壁中的缺陷。 现场检测。
根据仿真软件的声束模拟信息确定声束角度范围、 3.2 检测结果
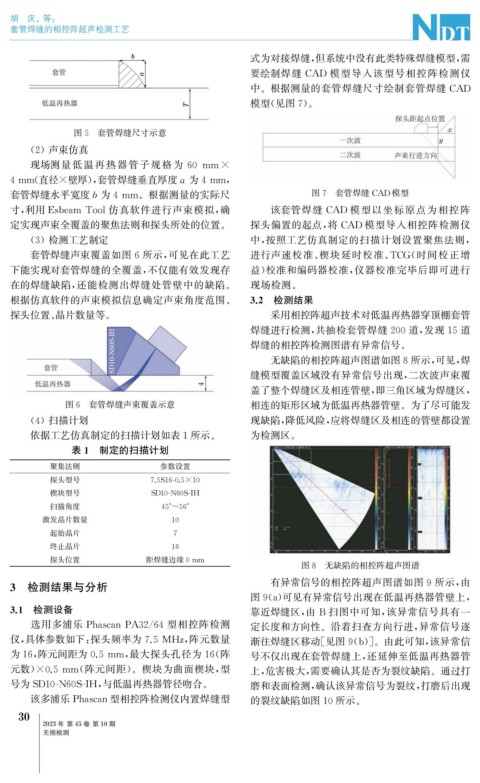
探头位置、 晶片数量等。 采用相控阵超声技术对低温再热器穿顶棚套管
焊缝进行检测, 共抽检套管焊缝200道, 发现15道
焊缝的相控阵检测图谱有异常信号。
无缺陷的相控阵超声图谱如图8所示, 可见, 焊
缝模型覆盖区域没有异常信号出现, 二次波声束覆
盖了整个焊缝区及相连管壁, 即三角区域为焊缝区,
图6 套管焊缝声束覆盖示意 相连的矩形区域为低温再热器管壁。为了尽可能发
( 4 )扫描计划 现缺陷, 降低风险, 应将焊缝区及相连的管壁都设置
依据工艺仿真制定的扫描计划如表1所示。 为检测区。
表1 制定的扫描计划
聚集法则 参数设置
探头型号 7.5S16-0.5×10
楔块型号 SD10-N60S-IH
扫描角度 45°~56°
激发晶片数量 10
起始晶片 7
终止晶片 16
探头位置 距焊缝边缘0mm
图8 无缺陷的相控阵超声图谱
3 检测结果与分析 有异常信号的相控阵超声图谱如图9所示, 由
图9 ( a ) 可见有异常信号出现在低温再热器管壁上,
3.1 检测设备 靠近焊缝区, 由 B 扫图中可知, 该异常信号具有一
选用多浦乐 PhascanPA32 / 64 型相控阵检测 定长度和方向性。沿着扫查方向行进, 异常信号逐
仪, 具体参数如下: 探头频率为7.5MHz , 阵元数量 渐往焊缝区移动[ 见图9 ( b )]。由此可知, 该异常信
为16 , 阵元间距为0.5mm , 最大探头孔径为16 ( 阵 号不仅出现在套管焊缝上, 还延伸至低温再热器管
元数) ×0.5mm ( 阵元间距)。楔块为曲面楔块, 型 上, 危害极大, 需要确认其是否为裂纹缺陷。通过打
号为 SD10-N60S-IH , 与低温再热器管径吻合。 磨和表面检测, 确认该异常信号为裂纹, 打磨后出现
该多浦乐 Phascan型相控阵检测仪内置焊缝型 的裂纹缺陷如图10所示。
0
3
2023年 第45卷 第10期
无损检测