
Page 63 - 无损检测2023年第十期
P. 63
胡 庆, 等:
套管焊缝的相控阵超声检测工艺
缺陷的有效检出。
1 穿顶棚套管
1.1 穿顶棚套管结构
低温再热器穿顶棚套管结构如图1所示, 低温
再热器在穿过顶棚位置过程中, 依次与密封套管、 梳
形板、 高冠密封相连。密封套管一端与梳形板焊接,
另一端与低温再热器焊接。
图3 套管焊缝现场照片
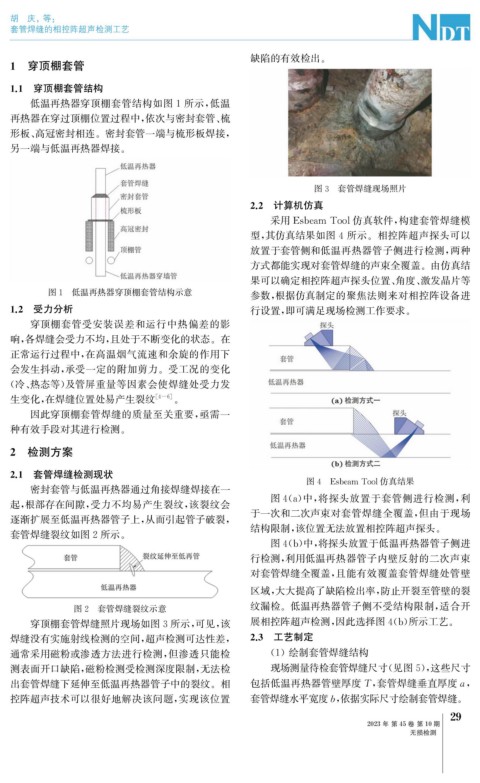
2.2 计算机仿真
采用 EsbeamTool 仿真软件, 构建套管焊缝模
型, 其仿真结果如图4所示。相控阵超声探头可以
放置于套管侧和低温再热器管子侧进行检测, 两种
方式都能实现对套管焊缝的声束全覆盖。由仿真结
果可以确定相控阵超声探头位置、 角度、 激发晶片等
图1 低温再热器穿顶棚套管结构示意 参数, 根据仿真制定的聚焦法则来对相控阵设备进
1.2 受力分析 行设置, 即可满足现场检测工作要求。
穿顶棚套管受安装误差和运行中热偏差的影
响, 各焊缝会受力不均, 且处于不断变化的状态。在
正常运行过程中, 在高温烟气流速和余旋的作用下
会发生抖动, 承受一定的附加剪力。受工况的变化
( 冷、 热态等) 及管屏重量等因素会使焊缝处受力发
生变化, 在焊缝位置处易产生裂纹 [ 4-6 ] 。
因此穿顶棚套管焊缝的质量至关重要, 亟需一
种有效手段对其进行检测。
2 检测方案
2.1 套管焊缝检测现状
图4 EsbeamTool 仿真结果
密封套管与低温再热器通过角接焊缝焊接在一
图4 ( a ) 中, 将探头放置于套管侧进行检测, 利
起, 根部存在间隙, 受力不均易产生裂纹, 该裂纹会
于一次和二次声束对套管焊缝全覆盖, 但由于现场
逐渐扩展至低温再热器管子上, 从而引起管子破裂,
结构限制, 该位置无法放置相控阵超声探头。
套管焊缝裂纹如图2所示。
图4 ( b ) 中, 将探头放置于低温再热器管子侧进
行检测, 利用低温再热器管子内壁反射的二次声束
对套管焊缝全覆盖, 且能有效覆盖套管焊缝处管壁
区域, 大大提高了缺陷检出率, 防止开裂至管壁的裂
图2 套管焊缝裂纹示意 纹漏检。低温再热器管子侧不受结构限制, 适合开
穿顶棚套管焊缝照片现场如图3所示, 可见, 该 展相控阵超声检测, 因此选择图4 ( b ) 所示工艺。
焊缝没有实施射线检测的空间, 超声检测可达性差, 2.3 工艺制定
通常采用磁粉或渗透方法进行检测, 但渗透只能检 ( 1 )绘制套管焊缝结构
测表面开口缺陷, 磁粉检测受检测深度限制, 无法检 现场测量待检套管焊缝尺寸( 见图5 ), 这些尺寸
出套管焊缝下延伸至低温再热器管子中的裂纹。相 包括低温再热器管壁厚度 T , 套管焊缝垂直厚度a ,
控阵超声技术可以很好地解决该问题, 实现该位置 套管焊缝水平宽度 b , 依据实际尺寸绘制套管焊缝。
9
2
2023年 第45卷 第10期
无损检测