
Page 74 - 无损检测2023年第九期
P. 74
缪存坚, 等:
储氢气瓶金属内胆涡流视频综合检测系统
在检测效率低、 检测结果准确性不高等问题; 另一 而提高储氢气瓶金属内胆缺陷检测质量与检测
方面对于微裂纹等肉眼无法分辨的缺陷则会漏 效率。
检 [ 4 ] 。涡流检测技术采用正弦电流作为激励, 通
过检测线圈阻抗变化来检测导体表面和次表面的 1 系统设计
缺陷, 对裂纹等微小缺陷的检测灵敏度较高, 且易 1.1 总体设计方案
于实现自动化扫查, 是检测III型瓶金属内胆的理 储氢气瓶金属内胆的涡流视频内检测系统整体
想方式 [ 5-7 ] 。若能将涡流检测与视觉检测结合 [ 8 ] , 采用模块化设计, 包括检测模块与瓶体放置模块等。
再配以自动化扫查装置, 则可使气瓶内胆表面缺 其中检测模块由含搭载涡流探头、 高清像机等部件
陷检测既高效又准确。 的一体化检测装置以及行进及居中对准机构组成,
文章提出了一种涡流视频综合扫查系统, 集 用来实现气瓶内壁瓶身部分的旋转扫查, 瓶体放置
成视频检测和涡流检测两种检测方法, 配合自动 模块主要包括气瓶放置架、 固定装置等, 主要用于放
扫查机构同步获得涡流检测信号及视频图像, 从 置待检气瓶。系统总体设计方案如图1所示。
图1 储氢气瓶金属内胆涡流视频综合检测系统总体设计方案
该检测系统采用卧式设计, 相较于立式检测系 压在气瓶内壁表面上以保证良好接触; 高清摄像机
统, 其垂直高度较小, 更加适用于房屋高度受限的试 始终对准涡流探头, 便于验证通过涡流探头检测出
验场地内。此外, 卧式设计的气瓶放置方式可适配传 的表面缺陷。
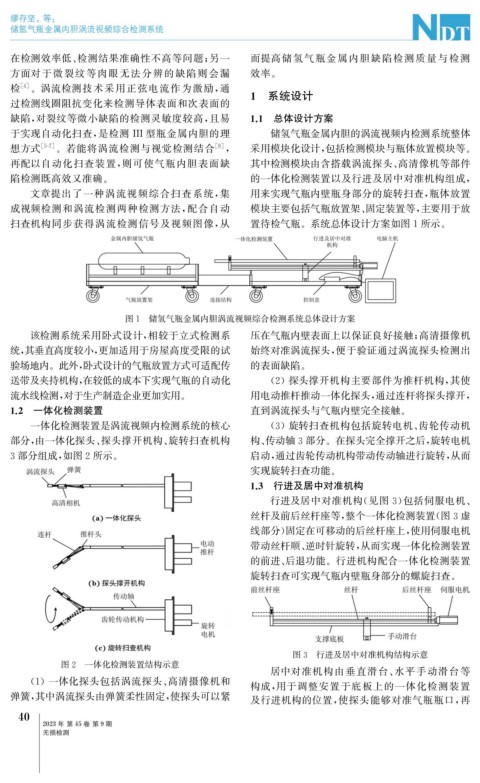
送带及夹持机构, 在较低的成本下实现气瓶的自动化 ( 2 )探头撑开机构主要部件为推杆机构, 其使
流水线检测, 对于生产制造企业更加实用。 用电动推杆推动一体化探头, 通过连杆将探头撑开,
1.2 一体化检测装置 直到涡流探头与气瓶内壁完全接触。
一体化检测装置是涡流视频内检测系统的核心 ( 3 )旋转扫查机构包括旋转电机、 齿轮传动机
部分, 由一体化探头、 探头撑开机构、 旋转扫查机构 构、 传动轴3部分。在探头完全撑开之后, 旋转电机
3部分组成, 如图2所示。 启动, 通过齿轮传动机构带动传动轴进行旋转, 从而
实现旋转扫查功能。
1.3 行进及居中对准机构
行进及居中对准机构( 见图 3 ) 包括伺服电机、
丝杆及前后丝杆座等, 整个一体化检测装置( 图3虚
线部分) 固定在可移动的后丝杆座上, 使用伺服电机
带动丝杆顺、 逆时针旋转, 从而实现一体化检测装置
的前进、 后退功能。行进机构配合一体化检测装置
旋转扫查可实现气瓶内壁瓶身部分的螺旋扫查。
图3 行进及居中对准机构结构示意
图2 一体化检测装置结构示意
居中对准机构由垂直滑台、 水平手动滑台等
( 1 )一体化探头包括涡流探头、 高清摄像机和
构成, 用于调整安置于底板上的一体化检测装置
弹簧, 其中涡流探头由弹簧柔性固定, 使探头可以紧 及行进机构的位置, 使探头能够对准气瓶瓶口, 再
0
4
2023年 第45卷 第9期
无损检测