
Page 36 - 无损检测2023年第九期
P. 36
刘立胜, 等:
海洋工程领域数字射线 CR 与射线胶片检测技术的对比分析
文章在理论和试验的基础上, 针对海洋工程领 字图像, 可实现数字存储, 并且可以用电脑显示屏和
域的射线检测工作( 主要为管线焊缝), 在原理、 环 评图软件进行评片。
保、 工效、 再射率和缺陷检测等方面, 展开了数字射 1.2 环保
线 CR 技术与射线胶片检测技术的对比分析。 射线胶片检测技术在成像过程中, 需要使用化
1 数字射线 CR 与射线胶片检测技术对比 学药液( 显影液、 定影液) 对胶片进行处理, 此过程将
产生大量危险废物( 主要是显影废液和定影废液, 含
1.1 原理 高浓度重金属和有机污染物, 超过国家规定排放标
CR 检测技术是一种数字射线检测技术, 采用 准的300~1000 倍), 如果处理不当, 将对环境、 水
源和人体健康造成严重危害, 而且此种废液处理难
的探测器材为可重复使用的 IP 成像板 ( Stora g e
p hos p horima g in gp late )。 IP成像板的功能与胶片 度大且经济成本高; 另外底片保存到期失效后, 还需
类似, 是一块可以弯曲的柔性薄板, 可以按照检测需
专门处理。而数字射线 CR 技术检测全过程不产
求裁剪至所需尺寸, 是一个影像信息的采集和信息
生, 检测数据存储在硬盘中, 不会产生环保问题。
形成的转换部件 [ 5 ] , 其结构如图1所示。
1.3 工效
1.3.1 透照工效
CR 技术中采用的IP 成像板, 对射线较胶片敏
感, 所以透照效率会更高一些。文章做了以下试验
对射线胶片检测技术和 CR 技术的透照工效进行了
对比。
( 1 )试验器材: 射线机( SMARTEVO300D )、
CR 扫 描 仪 ( CRxVision )、 IP 成 像 板 ( IPS )、 胶 片
图1 IP成像板结构示意
( AGFAD7 )、 洗片机( StructurixNDT-U )、 前增感
透过工件后的射线照射在IP成像板上, 其荧光
屏( 厚0.1mm ) 和背防护铅板。
体层内会形成潜在影像, 再将IP 成像板放入 CR 扫
( 2 ) 试验试块: 外径为273mm 壁厚为18mm 、
描仪内, 激光束对其扫描时, 受激光激发的“ 潜影” 会 外径为323mm 壁厚为25mm 、 外径为168mm 壁
以可见光的形式放出不同的能量, 这些可见光最终
厚为30mm 的管线焊缝试块各1块。
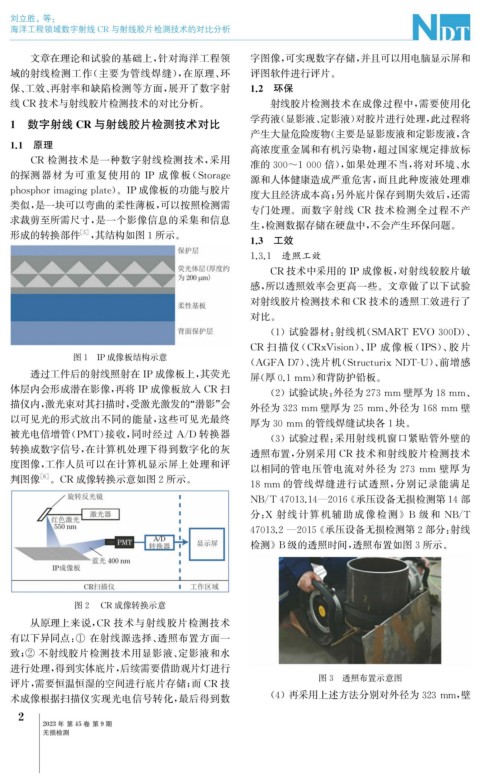
被光电倍增管( PMT ) 接收, 同时经过 A / D 转换器 ( 3 )试验过程: 采用射线机窗口紧贴管外壁的
转换成数字信号, 在计算机处理下得到数字化的灰
透照布置, 分别采用 CR 技术和射线胶片检测技术
度图像, 工作人员可以在计算机显示屏上处理和评 以相同的管电压管电流对外径为 273mm 壁厚为
判图像 [ 6 ] 。 CR 成像转换示意如图2所示。
18mm 的管线焊缝进行试透照, 分别记录能满足
NB / T47013.14 — 2016 《 承压设备无损检测第14部
分: X 射线计算机辅助成像检测》 B 级和 NB / T
47013.2 — 2015 《 承压设备无损检测第2部分: 射线
检测》 B级的透照时间, 透照布置如图3所示。
图2 CR 成像转换示意
从原理上来说, CR 技术与射线胶片检测技术
有以下异同点: ① 在射线源选择、 透照布置方面一
致; ② 不射线胶片检测技术用显影液、 定影液和水
进行处理, 得到实体底片, 后续需要借助观片灯进行
图3 透照布置示意图
评片, 需要恒温恒湿的空间进行底片存储; 而 CR 技
术成像根据扫描仪实现光电信号转化, 最后得到数 ( 4 )再采用上述方法分别对外径为323mm , 壁
2
2023年 第45卷 第9期
无损检测