
Page 114 - 无损检测2023年第八期
P. 114
李 波, 等:
基于锁相红外热成像技术的电力设备防护涂层质量检测
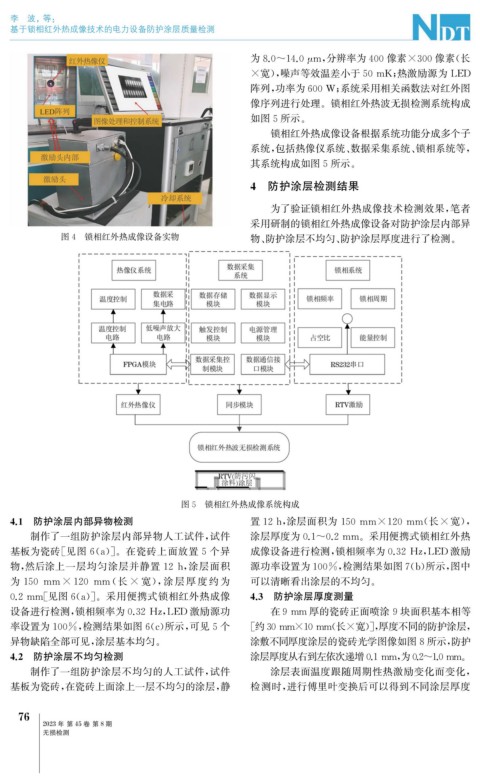
为8.0~14.0 μ m , 分辨率为400像素×300像素( 长
×宽), 噪声等效温差小于50mK ; 热激励源为 LED
阵列, 功率为600W ; 系统采用相关函数法对红外图
像序列进行处理。锁相红外热波无损检测系统构成
如图5所示。
锁相红外热成像设备根据系统功能分成多个子
系统, 包括热像仪系统、 数据采集系统、 锁相系统等,
其系统构成如图5所示。
4 防护涂层检测结果
为了验证锁相红外热成像技术检测效果, 笔者
采用研制的锁相红外热成像设备对防护涂层内部异
图4 锁相红外热成像设备实物 物、 防护涂层不均匀、 防护涂层厚度进行了检测。
图5 锁相红外热成像系统构成
4.1 防护涂层内部异物检测 置12h , 涂层面积为 150mm×120mm ( 长 × 宽),
制作了一组防护涂层内部异物人工试件, 试件 涂层厚度为0.1~0.2mm 。采用便携式锁相红外热
基板为瓷砖[ 见图 6 ( a )]。在瓷砖上面放置 5 个异 成像设备进行检测, 锁相频率为0.32Hz , LED 激励
物, 然后涂上一层均匀涂层并静置 12h , 涂层面积 源功率设置为100% , 检测结果如图7 ( b ) 所示, 图中
为 150 mm×120 mm ( 长 × 宽), 涂 层 厚 度 约 为 可以清晰看出涂层的不均匀。
0.2mm [ 见图6 ( a )]。采用便携式锁相红外热成像 4.3 防护涂层厚度测量
设备进行检测, 锁相频率为0.32Hz , LED 激励源功 在9mm 厚的瓷砖正面喷涂9块面积基本相等
率设置为100% , 检测结果如图6 ( c ) 所示, 可见5个 [ 约30mm×10mm ( 长×宽)], 厚度不同的防护涂层,
异物缺陷全部可见, 涂层基本均匀。 涂敷不同厚度涂层的瓷砖光学图像如图8所示, 防护
4.2 防护涂层不均匀检测 涂层厚度从右到左依次递增0.mm , 为0.2~1.0mm 。
1
制作了一组防护涂层不均匀的人工试件, 试件 涂层表面温度跟随周期性热激励变化而变化,
基板为瓷砖, 在瓷砖上面涂上一层不均匀的涂层, 静 检测时, 进行傅里叶变换后可以得到不同涂层厚度
6
7
2023年 第45卷 第8期
无损检测