
Page 110 - 无损检测2023年第六期
P. 110
曲亚林, 等:
基于多频率超声综合比对法的三维编织复合材料检测
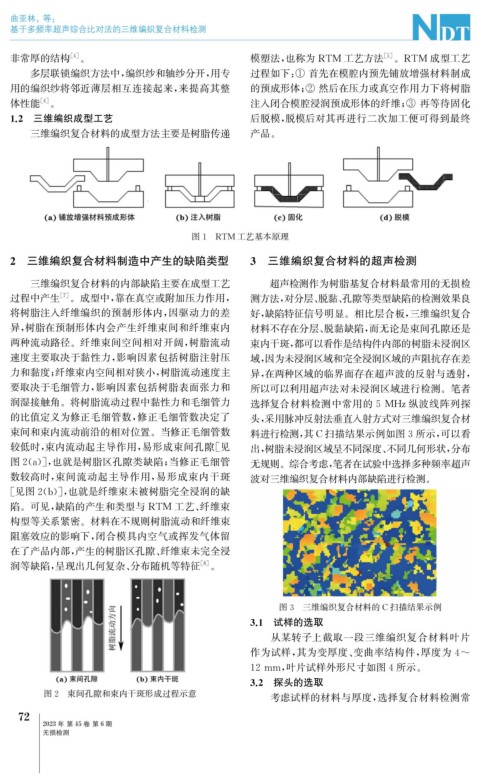
非常厚的结构 [ 4 ] 。 模塑法, 也称为 RTM 工艺方法 [ 5 ] 。 RTM 成型工艺
多层联锁编织方法中, 编织纱和轴纱分开, 用专 过程如下: ① 首先在模腔内预先铺放增强材料制成
用的编织纱将邻近薄层相互连接起来, 来提高其整 的预成形体; ② 然后在压力或真空作用力下将树脂
体性能 [ 4 ] 。 注入闭合模腔浸润预成形体的纤维; ③ 再等待固化
1.2 三维编织成型工艺 后脱模, 脱模后对其再进行二次加工便可得到最终
三维编织复合材料的成型方法主要是树脂传递 产品。
图1 RTM 工艺基本原理
2 三维编织复合材料制造中产生的缺陷类型 3 三维编织复合材料的超声检测
三维编织复合材料的内部缺陷主要在成型工艺 超声检测作为树脂基复合材料最常用的无损检
过程中产生 [ 7 ] 。成型中, 靠在真空或附加压力作用, 测方法, 对分层、 脱黏、 孔隙等类型缺陷的检测效果良
将树脂注入纤维编织的预制形体内, 因驱动力的差 好, 缺陷特征信号明显。相比层合板, 三维编织复合
异, 树脂在预制形体内会产生纤维束间和纤维束内 材料不存在分层、 脱黏缺陷, 而无论是束间孔隙还是
两种流动路径。纤维束间空间相对开阔, 树脂流动 束内干斑, 都可以看作是结构件内部的树脂未浸润区
速度主要取决于黏性力, 影响因素包括树脂注射压 域, 因为未浸润区域和完全浸润区域的声阻抗存在差
力和黏度; 纤维束内空间相对狭小, 树脂流动速度主 异, 在两种区域的临界面存在超声波的反射与透射,
要取决于毛细管力, 影响因素包括树脂表面张力和 所以可以利用超声法对未浸润区域进行检测。笔者
润湿接触角。将树脂流动过程中黏性力和毛细管力 选择复合材料检测中常用的5MHz纵波线阵列探
的比值定义为修正毛细管数, 修正毛细管数决定了 头, 采用脉冲反射法垂直入射方式对三维编织复合材
束间和束内流动前沿的相对位置。当修正毛细管数 料进行检测, 其 C扫描结果示例如图3所示, 可以看
较低时, 束内流动起主导作用, 易形成束间孔隙[ 见 出, 树脂未浸润区域呈不同深度、 不同几何形状, 分布
图2 ( a )], 也就是树脂区孔隙类缺陷; 当修正毛细管 无规则。综合考虑, 笔者在试验中选择多种频率超声
数较高时, 束间流动起主导作用, 易形成束内干斑 波对三维编织复合材料内部缺陷进行检测。
[ 见图2 ( b )], 也就是纤维束未被树脂完全浸润的缺
陷。可见, 缺陷的产生和类型与 RTM 工艺、 纤维束
构型等关系紧密。材料在不规则树脂流动和纤维束
阻塞效应的影响下, 闭合模具内空气或挥发气体留
在了产品内部, 产生的树脂区孔隙、 纤维束未完全浸
润等缺陷, 呈现出几何复杂、 分布随机等特征 [ 8 ] 。
图3 三维编织复合材料的 C扫描结果示例
3.1 试样的选取
从某转子上截取一段三维编织复合材料叶片
作为试样, 其为变厚度、 变曲率结构件, 厚度为4~
12mm , 叶片试样外形尺寸如图4所示。
3.2 探头的选取
图2 束间孔隙和束内干斑形成过程示意
考虑试样的材料与厚度, 选择复合材料检测常
2
7
2023年 第45卷 第6期
无损检测