
Page 107 - 无损检测2023年第六期
P. 107
魏玉龙, 等:
一种焊缝内部特定缺陷自身高度的测量方法
度之差 即 为 缺 陷 自 身 高 度 加 上 半 个 波 长 值, 即
n- p =h+波长 / 2 。
因此, 该方法测得缺陷自身高度h= n- p -
2× m-n 。
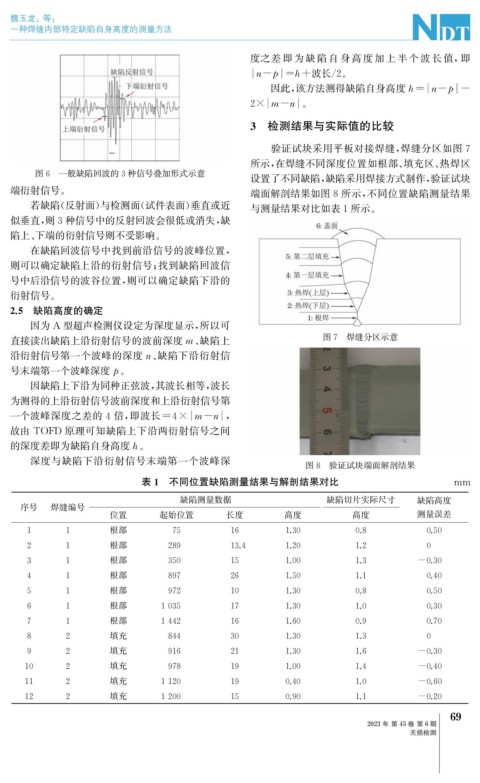
3 检测结果与实际值的比较
验证试块采用平板对接焊缝, 焊缝分区如图7
所示, 在焊缝不同深度位置如根部、 填充区、 热焊区
图6 一般缺陷回波的3种信号叠加形式示意
设置了不同缺陷, 缺陷采用焊接方式制作, 验证试块
端衍射信号。 端面解剖结果如图8所示, 不同位置缺陷测量结果
若缺陷( 反射面) 与检测面( 试件表面) 垂直或近 与测量结果对比如表1所示。
似垂直, 则3种信号中的反射回波会很低或消失, 缺
陷上、 下端的衍射信号则不受影响。
在缺陷回波信号中找到前沿信号的波峰位置,
则可以确定缺陷上沿的衍射信号; 找到缺陷回波信
号中后沿信号的波谷位置, 则可以确定缺陷下沿的
衍射信号。
2.5 缺陷高度的确定
因为 A 型超声检测仪设定为深度显示, 所以可
直接读出缺陷上沿衍射信号的波前深度 m 、 缺陷上 图7 焊缝分区示意
沿衍射信号第一个波峰的深度n 、 缺陷下沿衍射信
p
号末端第一个波峰深度 。
因缺陷上下沿为同种正弦波, 其波长相等, 波长
为测得的上沿衍射信号波前深度和上沿衍射信号第
一个波峰深度之差的 4 倍, 即波长 =4× m-n ,
故由 TOFD 原理可知缺陷上下沿两衍射信号之间
的深度差即为缺陷自身高度h 。
深度与缺陷下沿衍射信号末端第一个波峰深
图8 验证试块端面解剖结果
表1 不同位置缺陷测量结果与解剖结果对比 mm
缺陷测量数据 缺陷切片实际尺寸 缺陷高度
序号 焊缝编号
位置 起始位置 长度 高度 高度 测量误差
1 1 根部 75 16 1.30 0.8 0.50
2 1 根部 289 13.4 1.20 1.2 0
3 1 根部 350 15 1.00 1.3 -0.30
根部
4 1 897 26 1.50 1.1 0.40
5 1 根部 972 10 1.30 0.8 0.50
6 1 根部 1035 17 1.30 1.0 0.30
7 1 根部 1442 16 1.60 0.9 0.70
8 2 填充 844 30 1.30 1.3 0
填充
9 2 916 21 1.30 1.6 -0.30
10 2 填充 978 19 1.00 1.4 -0.40
11 2 填充 1120 19 0.40 1.0 -0.60
12 2 填充 1200 15 0.90 1.1 -0.20
9
6
2023年 第45卷 第6期
无损检测