
Page 108 - 无损检测2023年第六期
P. 108
魏玉龙, 等:
一种焊缝内部特定缺陷自身高度的测量方法
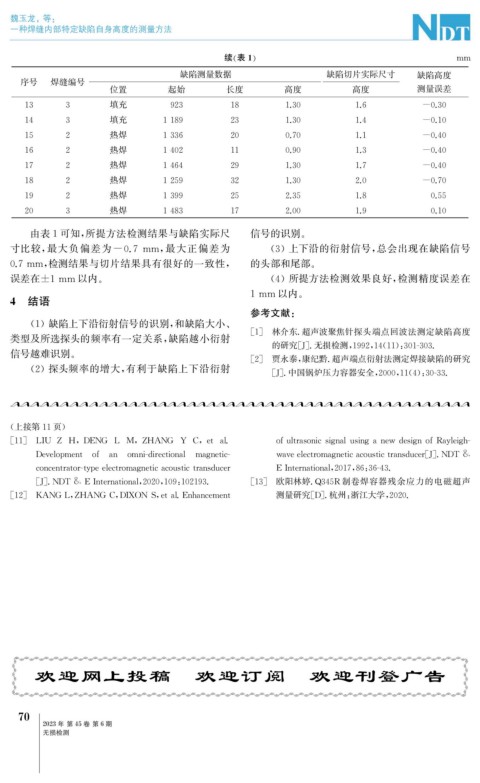
续 表1 mm
缺陷测量数据 缺陷切片实际尺寸 缺陷高度
序号 焊缝编号
位置 起始 长度 高度 高度 测量误差
13 3 填充 923 18 1.30 1.6 -0.30
14 3 填充 1189 23 1.30 1.4 -0.10
15 2 热焊 1336 20 0.70 1.1 -0.40
16 2 热焊 1402 11 0.90 1.3 -0.40
热焊
17 2 1464 29 1.30 1.7 -0.40
18 2 热焊 1259 32 1.30 2.0 -0.70
19 2 热焊 1399 25 2.35 1.8 0.55
20 3 热焊 1483 17 2.00 1.9 0.10
由表1可知, 所提方法检测结果与缺陷实际尺 信号的识别。
寸比较, 最大负偏差为 -0.7 mm , 最大正偏差为 ( 3 )上下沿的衍射信号, 总会出现在缺陷信号
0.7mm , 检测结果与切片结果具有很好的一致性, 的头部和尾部。
误差在±1mm 以内。 ( 4 )所提方法检测效果良好, 检测精度误差在
4 结语 1mm 以内。
参考文献:
( 1 )缺陷上下沿衍射信号的识别, 和缺陷大小、
[ 1 ] 林介东. 超声波聚焦针探头端点回波法测定缺陷高度
类型及所选探头的频率有一定关系, 缺陷越小衍射
的研究[ J ] . 无损检测, 1992 , 14 ( 11 ): 301-303.
信号越难识别。
[ 2 ] 贾永泰, 康纪黔. 超声端点衍射法测定焊接缺陷的研究
( 2 )探头频率的增大, 有利于缺陷上下沿衍射
[ J ] . 中国锅炉压力容器安全, 2000 , 11 ( 4 ): 30-33.
( 上接第11页)
[ 11 ] LIU Z H , DENG L M , ZHANG Y C , et al. ofultrasonicsi g nalusin ganewdesi g nofRa y lei g h-
Develo p ment of an omni-directional ma g netic- waveelectroma g neticacoustictransducer [ J ] .NDT &
concentrator-t yp eelectroma g neticacoustictransducer EInternational , 2017 , 86 : 36-43.
[ J ] .NDT & EInternational , 2020 , 109 : 102193. [ 13 ] 欧阳林婷.Q345R 制卷焊容器残余应力的电磁超声
[ 12 ] KANGL , ZHANGC , DIXONS , etal.Enhancement 测量研究[ D ] . 杭州: 浙江大学, 2020.
欢迎网上投稿 欢迎订阅 欢迎刊登广告
0
7
2023年 第45卷 第6期
无损检测