
Page 80 - 无损检测2023年第三期
P. 80
张 勇, 等:
塞焊叶轮磁粉检测异常磁痕显示分析
图2 叶轮材料为 FV520B的磁痕显示
热处理工艺以及磁粉检测工艺等多方面进行深入分 图3 1Ni9试板的射线检测结果
析, 初步考虑异常磁痕显示可能是异性材料或母材
热影响区与焊缝金相组织差异产生的非相关磁痕显
示。
单纯依据无损检测技术, 从宏观显示角度无法
准确判定此类磁痕显示的性质和产生机理。通过制
作焊接试板, 结合材料机械性能试验、 显微观察、 金
相分析等微观角度, 制定了以下试验方案。
1.1 制作焊接试板
锻件制备: 模拟焊接叶轮生产过程, 选取形状为 图4 FV520B试板的射线检测结果
盘状的试板( FV520B 、 1Ni9材料各一个), 在每个试 板上有6条焊缝, 此处只分别显示了其中一条)。
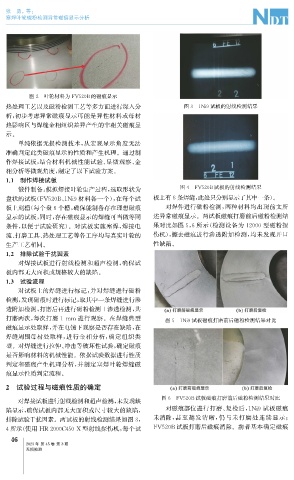
板上刻槽( 每个盘6个槽, 确保能制备存在理想磁痕 对焊件进行磁粉检测, 两种材料均出现前文所
显示的试板, 同时, 存在磁痕显示的焊缝可当做等同 述异常磁痕显示。两试板磁痕打磨前后磁粉检测结
条件, 以便于试验研究)。对试板实施塞焊, 焊接电 果对比如图5 , 6所示( 检测设备为12000型磁粉探
流、 打磨工具、 热处理工艺等各工序均与真实叶轮的 伤机), 擦去磁痕进行渗透附加检测, 均未发现开口
生产工艺相同。 性缺陷。
1.2 排除试验干扰因素
对焊接试板进行射线检测和超声检测, 确保试
板内部无大面积或规格较大的缺陷。
1.3 试验流程
对试板上的焊缝进行标记, 并对焊缝进行磁粉
检测, 发现磁痕时进行标记, 取其中一条焊缝进行渗
透附加检测, 打磨后再进行磁粉检测+渗透检测, 共
打磨两次, 每次打磨1mm 进行观察。在焊缝典型 图5 1Ni9试板磁痕打磨前后磁粉检测结果对比
磁痕显示处取样, 并在电镜下观察是否存在缺陷, 在
焊缝周围母材处取样, 进行金相分析, 确定组织类
型。对焊缝进行拉伸、 冲击等破坏性试验, 确定磁痕
是否影响材料的机械性能。依据试验数据进行性质
判定和磁痕产生机理分析, 并制定塞焊叶轮焊缝磁
痕显示性质判定流程。
2 试验过程与磁痕性质的确定
图6 FV520B试板磁痕打磨前后磁粉检测结果对比
对焊接试板进行射线检测和超声检测, 未发现缺
对磁痕部位进行打磨、 复检后, 1Ni9 试板磁痕
陷显示, 确保试板内部无大面积或尺寸较大的缺陷,
排除试验干扰因素。两试板的射线检测结果如图3 , 未消除, 甚至越发清晰, 仍与未打磨处连续显示;
4所示( 使用 HR-2000C450X 型射线探伤机, 每个试 FV520B试板打磨后磁痕消除。前者基本确定磁痕
6
4
2023年 第45卷 第3期
无损检测