
Page 113 - 无损检测2023年第一期
P. 113
程怒涛, 等:
蒸汽发生器管板与换热管密封焊缝渗透检测非相关显示的甄别
图8 模拟件焊缝 B , D 区域的渗透检测显示
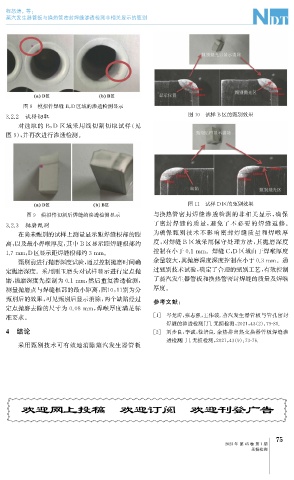
3.2.2 试样切取 图10 试样 B区的甄别效果
对选取的 B , D 区域采用线切割切取试样( 见
图9 ), 并再次进行渗透检测。
图11 试样 D 区的甄别效果
图9 模拟件切割后焊缝的渗透检测显示 与换热管密封焊缝渗透检测的非相关显示, 确保
3.2.3 抛磨甄别 了密封焊缝的质量, 避免了不必要的焊缝返修。
在尚未甄别的试样上测量显示距焊缝根部的距 为确保甄别技术不影响密封焊缝质量和焊喉厚
离, 以及最小焊喉厚度, 其中 B区显示距焊缝根部约 度, 对焊缝 B 区域采用保守处理方法, 其抛磨深度
控制在小于0.1mm 。焊缝 C , D 区域由于焊喉厚度
1.7mm , D区显示距焊缝根部约3mm 。
甄别前进行抛磨深度试验, 通过控制抛磨时间确 余量较大, 其抛磨深度深度控制在小于0.3mm 。通
定抛磨深度。采用刚玉磨头对试样显示进行定点抛 过甄别技术试验, 确定了合理的甄别工艺, 有效控制
了蒸汽发生器管板和换热管密封焊缝的质量及焊喉
磨, 抛磨深度先控制为0.1mm , 然后重复渗透检测,
测量抛磨点与焊缝根部的最小距离, 图 10 , 11 别为分 厚度。
甄别后的效果, 可见甄别后显示消除, 两个缺陷经过 参考文献:
定点抛磨去除的尺寸为0.08mm , 焊喉厚度满足标
[ 1 ] 岑龙涛, 张志强, 王伟波. 蒸汽发生器管板与管孔密封
准要求。
焊缝的渗透检测[ J ] . 无损检测, 2021 , 43 ( 2 ): 79-81.
4 结论 [ 2 ] 刘步良, 李诚, 徐培良. 余热排出热交换器管板焊缝渗
透检测[ J ] . 无损检测, 2021 , 43 ( 9 ): 73-76.
采用甄别技术可有效地消除蒸汽发生器管板
欢迎网上投稿 欢迎订阅 欢迎刊登广告
5
7
2023年 第45卷 第1期
无损检测