
Page 112 - 无损检测2023年第一期
P. 112
程怒涛, 等:
蒸汽发生器管板与换热管密封焊缝渗透检测非相关显示的甄别
缝显示位置进行金相试验, 利用显微镜对显示位置进
行微观检查, 发现管板和换热管密封焊缝非相关显示
产生的原因可分为以下几类。
( 1 )粗糙表面形成的非相关显示。管板和换热
管焊接完成后, 采用铝基钢丝轮对焊缝检测区域进行
清理。焊缝粗糙表面金相照片如图3所示, 左侧部分
显示了铝基钢丝轮清理后, 表面存在的划痕、 凹痕、 沟
槽、 翻边, 这些痕迹易形成非相关显示; 右侧部分经专
用工具抛磨, 表面光滑, 非相关显示得到消除。
图5 表面附着氧化物的焊缝金相照片
图3 焊缝粗糙表面金相照片
( 2 )表面微小凹坑形成的非相关显示。由于焊 图6 甄别工具外观( 树形刚玉磨头)
缝成形不好, 在管板和换热管密封焊缝熔合交界区 行抛磨, 消除检测区域可能存在的影响检测鉴别的
域( D 区), 形成凹坑产生渗透检测的非相关显示( 见 非相关显示, 并控制抛磨深度, 确保甄别过程不影响
图4 )。 焊缝质量和焊喉厚度。
3.1 技术要求
RCC-M 标准要求, 管板和换热管密封焊缝单个
焊喉厚度不小于2 t / 3 , 平均焊喉厚度不小于0.9 t ( t
为换热管壁厚)。焊缝剖面金相照片如图7所示, 焊
喉厚度最薄区域为 A , B 区域, 接近换热管壁厚; 焊
喉厚度最大为 C , D 区域, 远大于换热管壁厚。
图4 表面微小凹坑的焊缝金相照片
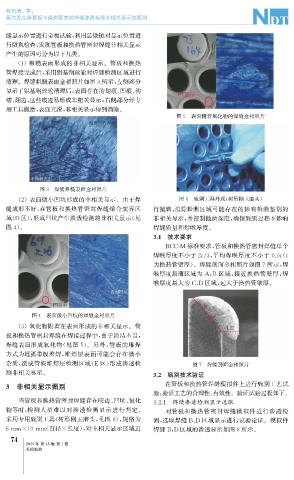
( 3 )氧化物附着在表面形成的非相关显示。管
板和换热管密封焊缝在焊接过程中, 由于清洁不当,
焊缝表面形成氧化物( 见图 5 )。另外, 管板的堆焊
方式为埋弧带极堆焊, 堆焊层表面可能会存在微小
杂质, 造成管板堆焊层检测区域( E 区) 形成渗透检 图7 焊缝剖面金相照片
测非相关显示。 3.2 甄别技术验证
3 非相关显示甄别 在管板和换热管焊缝模拟件上进行甄别工艺试
验, 验证工艺的合理性、 有效性。验证试验过程如下。
当管板和换热管密封焊缝存在咬边、 凹坑、 氧化 3.2.1 焊缝渗透检测显示选取
物等时, 检测人员难以对渗透检测显示进行判定。 对管板和换热管密封焊缝模拟件进行渗透检
采用专用甄别工具( 树形刚玉磨头, 见图6 ), 规格为 测, 选取焊缝 B 、 D 区域显示进行试验论证。模拟件
6mm×10mm ( 直径×长度), 对非相关显示区域进 焊缝 B , D 区域的渗透显示如图8所示。
4
7
2023年 第45卷 第1期
无损检测