
Page 111 - 无损检测2023年第一期
P. 111
程怒涛, 等:
蒸汽发生器管板与换热管密封焊缝渗透检测非相关显示的甄别
有记录显示, 但对显示的大小和数量有严格的要求。 开始时, 采用与产品相同的渗透检测工艺进行试验,
1.2 渗透检测灵敏度 试块上的辐射状裂纹应显示清晰。
渗透材料的系统灵敏度应至少满足标准ISO 表1 ISO3452-2标准灵敏度等级
3452-2 《 无损检测 渗透检测 第 2 部分: 渗透材料 发现缺陷的比例 / %
灵敏度等级
检验》的II级灵敏度要求。选用ISO3452-3 《 无 30 μ m 长的缺陷 50 μ m 长的缺陷
损检测 渗透检测 第 3 部分: 参考试块》标准的 1 I - >90
型试块进行校验 [ 1 ] , 校验结果应满足II级要求( 见 II 75 100
表1 )。 1.3 渗透检测工艺
ISO3452-3 标准的 2 型试块用于对渗透检测 对管板和换热管密封焊缝进行水洗去除型渗透
系统灵敏度和操作工艺进行校验。在渗透检测工作 检测, 工艺流程如表2所示 [ 2 ] 。
表2 焊缝渗透检测工艺流程
工艺流程 标准要求 操作控制要点
预清洗后干燥 ≥10min 检测区域表面清洁、 干燥, 无氧化皮、 油脂、 灰尘等干扰渗透物质
渗透剂施加方法 刷涂 分区检测
渗透时间 ≥20min 检测表面保持润湿, 温度控制在10~50℃
去除多余渗透液 擦拭 采用不掉毛的布或纸擦除, 再用蘸有水的不掉毛的布单方向擦拭, 避免过清洗
干燥 ≥2min 自然蒸发干燥, 时间控制不宜过长
显像 喷涂 检测表面形成一层薄而均匀的显现剂
显像观察及评定 10~30min 最终评定应在显像剂干燥后, 立即进行跟踪观察, 10~30min内完成评定
后处理 擦除 采用清洗剂去除渗透材料
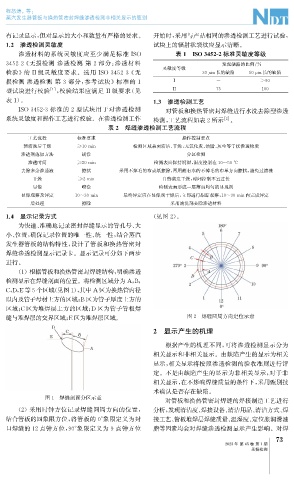
1.4 显示记录方式 ( 见图2 )。
为快速、 准确地记录密封焊缝显示的管孔号、 大
小、 位置, 确保记录位置的唯一性、 统一性, 结合蒸汽
发生器管板的结构特性, 设计了管板和换热管密封
焊缝渗透检测显示记录卡。显示记录可分如下两步
进行。
( 1 )根据管板和换热管密封焊缝结构, 明确渗透
检测显示在焊缝剖面的位置。将检测区域分为 A , B ,
C , D , E等5个区域( 见图1 ), 其中 A 区为换热管内径
以内及管子母材上方的区域; B区为管子厚度上方的
区域; C区为堆焊层上方的区域; D 区为管子管板焊
图2 焊缝圆周方向定位示意
缝与堆焊层的交界区域; E区为堆焊层区域。
2 显示产生的机理
根据产生的机理不同, 可将渗透检测显示分为
相关显示和非相关显示。由缺陷产生的显示为相关
显示, 相关显示将按照渗透检测的验收准则进行评
定。不是由缺陷产生的显示为非相关显示, 对于非
相关显示, 在不影响焊缝质量的条件下, 采用甄别技
术确认是否存在缺陷。
图1 焊缝剖面分区示意
对管板和换热管密封焊缝的焊接制造工艺进行
( 2 )采用时钟方位记录焊缝圆周方向的位置, 分析, 发现清洁度、 焊接设备、 清洁用品、 清洁方式、 焊
结合管板的四象限方位, 将管板的0° 象限定义为封 接工艺、 管板堆焊层焊缝质量、 温湿度、 定位胀润滑油
口焊缝的12点钟方位, 90° 象限定义为 9 点钟方位 脂等因素均会对焊缝渗透检测显示产生影响。对焊
3
7
2023年 第45卷 第1期
无损检测