
Page 94 - 无损检测2022年第十二期
P. 94
王瑞强, 等:
“ π ”形管道点焊工装焊疤部位的磁粉检测
图 1 无损检测标样标定结果
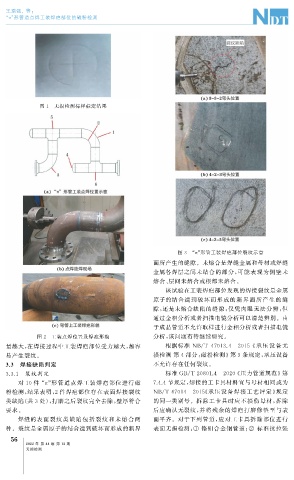
图 3 “ π ” 形管工装焊疤部位裂纹示意
面所产生的缝隙。未熔合是焊缝金属和母材或焊缝
金属各焊层之间未结合的部分, 可能表现为侧壁未
熔合、 层间未熔合或根部未熔合。
该试验在工装焊疤部位发现的焊接裂纹是金属
原子的结合遭到破坏而形成的新界面所产生的缝
隙, 还是未熔合缺陷的缝隙, 仅凭肉眼无法分辨, 但
通过金相分析或者扫描电镜分析可以清楚辨别。由
于成品管道不允许取样进行金相分析或者扫描电镜
图 2 工装点焊位置及焊疤形貌 分析, 该问题有待继续研究。
量越大, 在焊接过程中工装焊疤部位受力越大, 越容 根据标准 NB / T47013.4 — 2015 《 承压设备无
易产生裂纹。 损检测 第4 部分: 磁粉检测》第9 条规定, 承压设备
3.3 焊接缺陷判定 不允许存在任何裂纹。
3.3.1 裂纹判定 标准 GB / T20801.4 — 2020 《 压力管道规范》第
对 10 件 “ π ” 形管道点焊工装焊疤部位进行磁 7.4.4 节规定, 焊接的工卡具材料宜与母材相同或为
粉检测, 结果表明, 2 件焊疤部位存在表面焊接裂纹 NB / T47014 — 2015 《 承压设备焊接工艺评定》 规定
类缺陷( 共 3 处), 打磨之后裂纹完全去除, 壁厚符合 的同一类别号。拆除工卡具时应不损伤母材, 拆除
要求。 后应确认无裂纹, 并将残余的焊疤打磨修整至与表
焊缝的表面裂纹类缺陷包括裂纹和未熔 合两 面平齐。对于下列管道, 应对工卡具拆除部位进行
种。裂纹是金属原子的结合遭到破坏而形成的新界 表面无损检测: ① 铬钼合金钢管道; ② 标准抗拉强
5
6
2022 年 第 44 卷 第 12 期
无损检测