
Page 50 - 无损检测2022年第十期
P. 50
焦 婷,等:
基于激光三维扫描的裂纹可视化表征方法
络自 动 识 别 金 属 表 面 裂 纹; 卢 鹏 [ 6 ] 采 用 高 分 辨 率 ( 1 )扫描仪的两组相机可以分别获得投影到被
CT 成像获得了三维裂纹在弯曲载荷作用下的扩展 扫描对象上的激光, 该激光随对象形状变化发生变
行为及其形态。 形, 由于这两组相机事先经过准确标定, 故可以通过
近年来激光三维扫描技术发展迅速, 该技术利 计算获得激光所投影的线状三维信息。
用激光测距原理, 通过高速激光扫描测量方法, 可以 ( 2 )扫描仪根据固定在被测物体表面的视觉标
在高分辨率下大面积获取被测对象表面的高精度三 记点来确定扫描仪在扫描过程中的空间位置, 这些
维坐标数据以及大量空间点位信息, 快速建立物体 空间位置被用于空间位置转换。
的高精度、 高分辨率三维模型 [ 7-9 ] 。其具有快速、 高 ( 3 )利用第一步获得的线状三维信息和第二步
精度、 数字化、 自动化、 实时性强等特点, 在目标识 所确定的扫描仪空间相对位置, 移动扫描仪, 不断获
别、 分类和高精度三维成像及测量方面有着独特的技 取激光所经过位置的三维信息, 从而形成连续的三
术优势 [ 10-11 ] 。将激光三维扫描技术用于裂纹表征, 不 维数据。
仅可以获得裂纹特征信息, 而且可以在三维模型中表 扫描仪每米的扫描精度最高可达 0.02 mm , 扫
征裂纹特征和裂纹形貌, 提高后续的分析效率。 描速 率 可 到 1350000 次· s , 最 大 扫 描 面 幅 为
-1
因为裂纹是缝状损伤, 宽度约为几十微米, 存在 1440mm×860 mm ( 长 × 宽), 景深为 925 mm , 工
局部裂纹与结构尺寸之间的跨尺度效应, 所以研究 作温度为 -10~40 ℃ 。摄像头分辨率是扫描仪精
三维激光成像技术表征裂纹特征的精度非常必要。 度的主要影响因素, 另外软件算法、 硬件稳定性和
笔者将激光三维扫描技术应用于裂纹表征, 通 操作环境( 人员水平、 温度、 震动等) 也会对精度产
过对 4 种代表不同目视可检难易程度的典型裂纹特 生影响。
征进行参数化表征, 并对典型裂纹特征试样进行激
2 含裂纹试样及其裂纹特征表征
光三维扫描, 建立了激光三维扫描识别能力与飞机
典型疲劳裂纹特征的对应关系。 2.1 典型裂纹特征试样
铆钉 / 螺栓连接是飞机结构中最常见的连接形
1 激光三维扫描仪
式, 由于孔边应力集中, 铆钉 / 螺栓孔边是最容易出
试验设备为工业级手持式激光三维扫描仪。扫 现疲劳裂纹的部位, 也是飞机结构的危险部位。因
描仪主要由光学成像部分、 机械传输部分和电力部 此, 选用板材中心孔边裂纹试样作为激光三维扫描
分组成, 扫描仪的核心器件是完成光电转换功能的 识别对象。
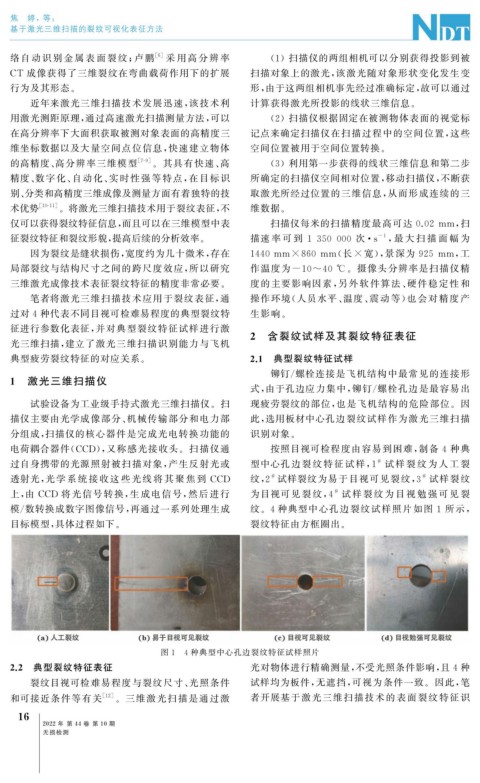
电荷耦合器件( CCD ), 又称感光接收头。扫描仪通 按照目视可检程度由容易到困难, 制备 4 种典
过自身携带的光源照射被扫描对象, 产生反射光或 型中心孔 边 裂 纹 特 征 试 样, 1 试 样 裂 纹 为 人 工 裂
#
纹, 2 试样裂纹为易于目视可见裂纹, 3 试样裂纹
#
#
透射光, 光 学 系 统 接 收 这 些 光 线 将 其 聚 焦 到 CCD
上, 由 CCD 将光信号转换, 生成电信号, 然 后进行 为目视可 见 裂 纹, 4 试 样 裂 纹 为 目 视 勉 强 可 见 裂
#
模 / 数转换成数字图像信号, 再通过一系列处理生成 纹。 4 种典型中心孔边裂纹试样照片如图 1 所示,
目标模型, 具体过程如下。 裂纹特征由方框圈出。
图 1 4 种典型中心孔边裂纹特征试样照片
2.2 典型裂纹特征表征 光对物体进行精确测量, 不受光照条件影响, 且 4 种
裂纹目视可检难易程度与裂纹尺寸、 光照条件 试样均为板件, 无遮挡, 可视为条件一致。因此, 笔
和可接近条件等有关 [ 12 ] 。三维激光扫描是通过激 者开展基于激光三维扫描技术的表面裂纹特征识
1
6
2022 年 第 44 卷 第 10 期
无损检测