
Page 42 - 无损检测2022年第十期
P. 42
李光保,等:
药柱产品缺陷的激光错位散斑自动检测
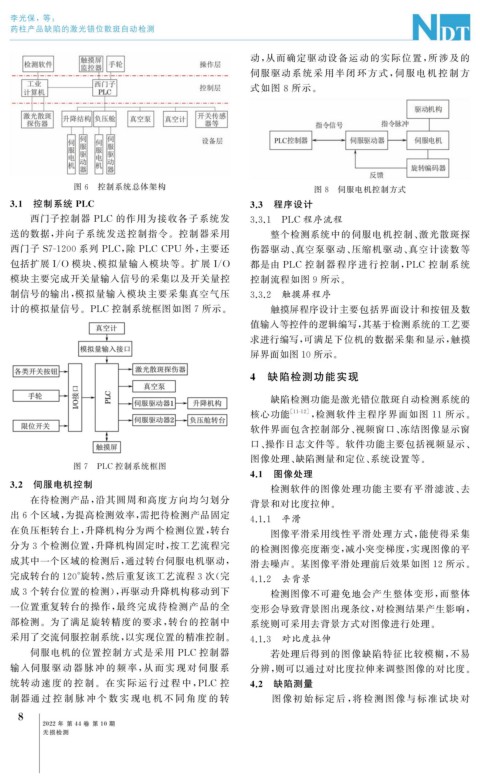
动, 从而确定驱动设备运动的实际位置, 所涉及的
伺服驱动 系 统 采 用 半 闭 环 方 式, 伺 服 电 机 控 制 方
式如图 8 所示。
图 6 控制系统总体架构 图 8 伺服电机控制方式
3.1 控制系统 PLC 3.3 程序设计
西门子控制器 PLC 的作用为接收各子系统发 3.3.1 PLC 程序流程
送的数据, 并向子系统发送控制指令。控制器采用 整个检测系统中的伺服电机控制、 激光散斑探
西门子 S7-1200 系列 PLC , 除 PLCCPU 外, 主要还 伤器驱动、 真空泵驱动、 压缩机驱动、 真空计读数等
都是由 PLC 控制器程序进行控制, PLC 控制系统
包括扩展I / O 模块、 模拟量输入模块等。扩展 I / O
模块主要完成开关量输入信号的采集以及开关量控 控制流程如图 9 所示。
制信号的输出, 模拟量输入模块主要采集真空气压 3.3.2 触摸屏程序
计的模拟量信号。 PLC 控制系统框图如图 7 所示。 触摸屏程序设计主要包括界面设计和按钮及数
值输入等控件的逻辑编写, 其基于检测系统的工艺要
求进行编写, 可满足下位机的数据采集和显示, 触摸
屏界面如图10所示。
4 缺陷检测功能实现
缺陷检测功能是激光错位散斑自动检测系统的
核心功能 [ 11-12 ] , 检测软件主程序界面如图 11 所示。
软件界面包含控制部分、 视频窗口、 冻结图像显示窗
口、 操作日志文件等。软件功能主要包括视频显示、
图像处理、 缺陷测量和定位、 系统设置等。
图 7 PLC 控制系统框图
4.1 图像处理
3.2 伺服电机控制 检测软件的图像处理功能主要有平滑滤波、 去
在待检测产品, 沿其圆周和高度方向均匀划分 背景和对比度拉伸。
出 6 个区域, 为提高检测效率, 需把待检测产品固定 4.1.1 平滑
在负压柜转台上, 升降机构分为两个检测位置, 转台 图像平滑采用线性平滑处理方式, 能使得采集
分为 3 个检测位置, 升降机构固定时, 按工艺流程完 的检测图像亮度渐变, 减小突变梯度, 实现图像的平
成其中一个区域的检测后, 通过转台伺服电机驱动, 滑去噪声。某图像平滑处理前后效果如图 12 所示。
完成转台的120° 旋转, 然后重复该工艺流程3 次( 完 4.1.2 去背景
成 3 个转台位置的检测), 再驱动升降机构移动到下 检测图像不可避免地会产生整体变形, 而整体
一位置重复转台的操作, 最终完成待检测产品的全 变形会导致背景图出现条纹, 对检测结果产生影响,
部检测。为了满足旋转精度的要求, 转台的控制中 系统则可采用去背景方式对图像进行处理。
采用了交流伺服控制系统, 以实现位置的精准控制。 4.1.3 对比度拉伸
伺服电机的位置控制方式是采用 PLC 控制器 若处理后得到的图像缺陷特征比较模糊, 不易
输入伺服 驱 动 器 脉 冲 的 频 率, 从 而 实 现 对 伺 服 系 分辨, 则可以通过对比度拉伸来调整图像的对比度。
统转动速 度 的 控 制。在 实 际 运 行 过 程 中, PLC 控 4.2 缺陷测量
制器通 过 控 制 脉 冲 个 数 实 现 电 机 不 同 角 度 的 转 图像初 始 标 定 后 , 将 检 测 图 像 与 标 准 试 块 对
8
2022 年 第 44 卷 第 10 期
无损检测