
Page 125 - 无损检测2022年第十期
P. 125
检测案例
列车转向架钛合金焊缝的超声检测
转向架作为高速列车的核心部件之一,其制
造水平是影响列车行驶速度及安全的重要因素。
钛合金具有良好的常温和高温强度、优良的焊接
性以及高比强度等优点。在列车减重提速的大背
景下,采用钛合金生产制造转向架构架,能有效
地满足转向架结构优化、轻量化设计、提高使用
寿命等要求。构架是转向架的主体,其大多为箱
型拼焊结构,焊接质量对行车安全有着重要影响, 图 1 列车转向架钛合金构架实物
因此需要对焊缝进行内部无损检测以保证其质量。
由于工件体积大及现场受限,无法对其进行射线
检测,多采用超声检测法进行检测。超声检测是
[1]
一种以信号技术为基础的检测方法 ,适合于现
场检测。钛合金焊缝因组织不均匀且晶粒较粗, (a)试件 (b)坡口形式
对超声检测有较大的影响,文章针对轨道交通钛
图 2 钛合金试件及坡口形式
合金构架焊缝,研究了一种现场实用的超声检测
技术,实现钛合金构架焊缝的内部检测,并对该 1.2 试验设备
技术进行了试验验证,确保了缺陷检测的高可靠 文章采用的设备为 PXUT-F3 型超声波探伤
仪。钛合金焊缝的超声波检测信号信噪比低、组
性,进而推进产品焊接质量的提升。
织噪声水平高,且钛合金组织对横波斜探头的声
1 试验材料、设备及方法 波衰减较大,超声波中的杂波及底波损失对后期
[3]
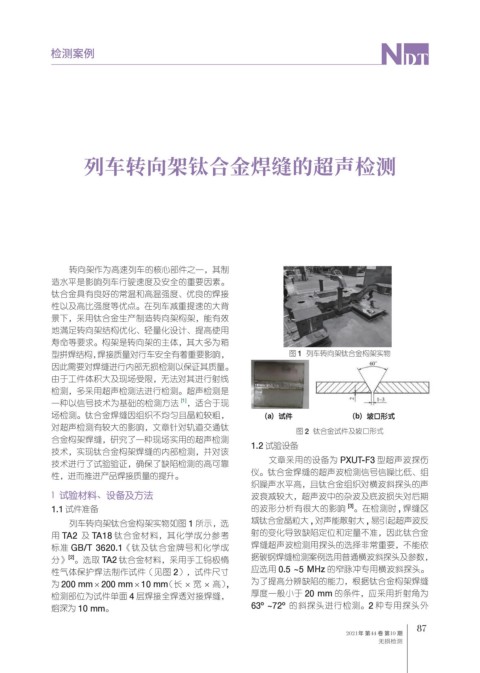
1.1 试件准备 的波形分析有很大的影响 。在检测时 , 焊缝区
列车转向架钛合金构架实物如图 1 所示,选 域钛合金晶粒大 , 对声能散射大 , 易引起超声波反
用 TA2 及 TA18 钛合金材料,其化学成分参考 射的变化导致缺陷定位和定量不准,因此钛合金
标准 GB/T 3620.1《钛及钛合金牌号和化学成 焊缝超声波检测用探头的选择非常重要,不能依
[2]
分》 。选取 TA2 钛合金材料,采用手工钨极惰 据碳钢焊缝检测案例选用普通横波斜探头及参数,
性气体保护焊法制作试件(见图 2),试件尺寸 应选用 0.5 ~5 MHz 的窄脉冲专用横波斜探头。
为 200 mm×200 mm×10 mm (长×宽×高) , 为了提高分辨缺陷的能力,根据钛合金构架焊缝
检测部位为试件单面 4 层焊接全焊透对接焊缝, 厚度一般小于 20 mm 的条件,应采用折射角为
熔深为 10 mm。 63º ~72º 的斜探头进行检测。2 种专用探头外
87
2021年 第44 卷 第10 期
无损检测