
Page 49 - 无损检测2022年第九期
P. 49
谢建红,等:
航空发动机涡轮叶片近表面缺陷的涡流检测
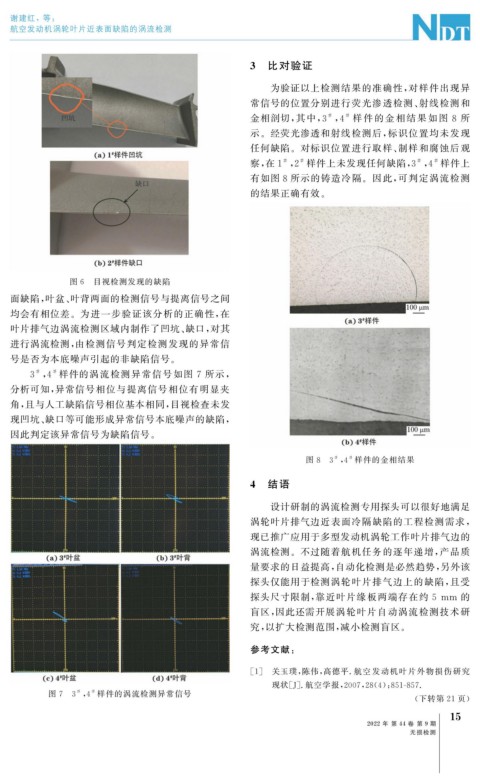
3 比对验证
为验证以上检测结果的准确性, 对样件出现异
常信号的位置分别进行荧光渗透检测、 射线检测和
金相剖切, 其中, 3 , 4 样 件 的 金 相 结 果 如 图 8 所
#
#
示。经荧光渗透和射线检测后, 标识位置均未发现
任何缺陷。对标识位置进行取样、 制样和腐蚀后观
察, 在1 , 2 样件上未发现任何缺陷, 3 , 4 样件上
#
#
#
#
有如图 8 所示的铸造冷隔。因此, 可判定涡流检测
的结果正确有效。
图 6 目视检测发现的缺陷
面缺陷, 叶盆、 叶背两面的检测信号与提离信号之间
均会有相位差。为进一步验证该分析的正确性, 在
叶片排气边涡流检测区域内制作了凹坑、 缺口, 对其
进行涡流检测, 由检测信号判定检测发现的异常信
号是否为本底噪声引起的非缺陷信号。
3 , 4 样件的涡流检测异常信号如图 7 所示,
#
#
分析可知, 异常信号相位与提离信号相位有明显夹
角, 且与人工缺陷信号相位基本相同, 目视检查未发
现凹坑、 缺口等可能形成异常信号本底噪声的缺陷,
因此判定该异常信号为缺陷信号。
图 8 3 , 4 样件的金相结果
#
#
4 结语
设计研制的涡流检测专用探头可以很好地满足
涡轮叶片排气边近表面冷隔缺陷的工程检测需求,
现已推广应用于多型发动机涡轮工作叶片排气边的
涡流检测。不过随着航机任务的逐年递增, 产品质
量要求的日益提高, 自动化检测是必然趋势, 另外该
探头仅能用于检测涡轮叶片排气边上的缺陷, 且受
探头尺寸限制, 靠近叶片缘板两端存在约 5 mm 的
盲区, 因此还需开展涡轮叶片自动涡流检测技术研
究, 以扩大检测范围, 减小检测盲区。
参考文献:
[ 1 ] 关玉璞, 陈伟, 高德平 . 航空发动机叶片外物损伤研究
现状[ J ] . 航空学报, 2007 , 28 ( 4 ): 851-857.
图 7 3 , 4 样件的涡流检测异常信号
#
#
( 下转第 21 页)
5
1
2022 年 第 44 卷 第 9 期
无损检测