
Page 44 - 无损检测2022年第九期
P. 44
陆铭慧,等:
复杂曲面粘接结构的阵列成像检测
的弧度, 采用常规的有机玻璃楔块难以保证探头与工
件的可靠耦合, 给成像带来极大的困难。根据加热组
件的变化曲面设计水膜探头, 向水膜内充水, 水膜接
触而不是平面时能自适应改变耦合面, 保证探头与工
件的可靠耦合。由于侧边结构近似平面, 所以采用平
面线阵探头加装水膜设计, 侧边加装编码器滑轮及扶
手, 在便于滑动的同时也能获取实时位置信息。探头
频率为5MHz 、 阵元数为128 、 阵元间距为1.5mm 、 阵
图 7 人工缺陷试样结构示意
元长度为10mm 。侧边扫查探头如图5所示。
受限于试样制作工艺, 实际脱粘缺陷形状较难
控制, 所以试样制作完成后, 通过高精度超声水浸特
征扫描系统对试样进行扫描获得缺陷的形貌, 得到
的扫描结果如图 8 所示, 图中白色区域为试样脱粘
缺陷。
图 5 侧边扫查阵列探头
3.1.2 R 角阵列探头设计
由于 R 角曲率过大, 用平面探头难以保证声波
垂直入射工件, 所以采用3D 扫描建模方法获取 R 角
的特殊尺寸信息, 根据加热组件展向 R 角尺寸的变化
取均值设计曲面探头。阵元晶片沿曲面排列, 可保证
图 8 人工试样水浸特征扫描形貌
任意位置的超声波近似垂直入射。配以夹持工装辅
助探头在 R 角上稳定移动, 再配以编码器和滑轮, 保 3.3 检测结果
3.3.1 试样检测结果
证探头的移动流畅性。由于 R 角的结构复杂, 且检测
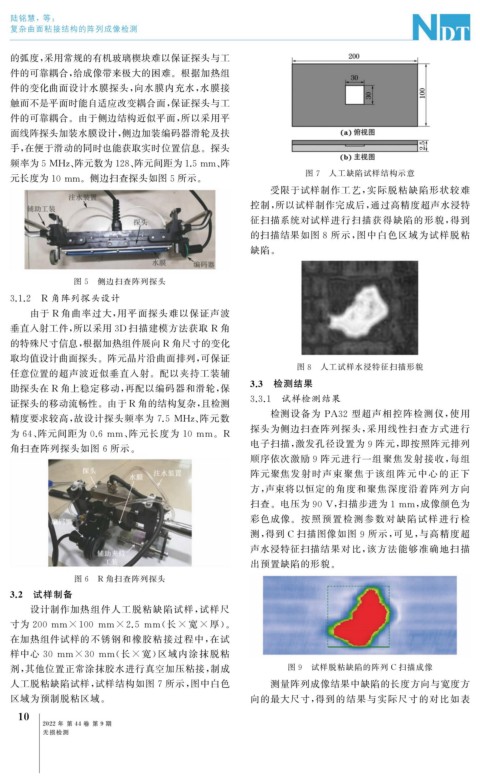
检测设备为 PA32 型超声相控阵检测仪, 使用
精度要求较高, 故设计探头频率为 7.5 MHz 、 阵元数
探头为侧边扫查阵列探头, 采用线性扫查方式进行
为 64 、 阵元间距为 0.6mm 、 阵元长度为 10mm 。 R
电子扫描, 激发孔径设置为 9 阵元, 即按照阵元排列
角扫查阵列探头如图 6 所示。
顺序依次激励 9 阵元进行一组聚焦发射接收, 每组
阵元聚焦发射时声束聚焦于该组阵元中心的正下
方, 声束将以恒定的角度和聚焦深度沿着阵列方向
扫查。电压为90V , 扫描步进为1mm , 成像颜色为
彩色成像。按照预置检测参数对缺陷试样进行检
测, 得到 C 扫描图像如图 9 所示, 可见, 与高精度超
声水浸特征扫描结果对比, 该方法能够准确地扫描
出预置缺陷的形貌。
图 6 R 角扫查阵列探头
3.2 试样制备
设计制作加热组件人工脱粘缺陷试样, 试样尺
寸为 200mm×100 mm×2.5 mm ( 长 × 宽 × 厚)。
在加热组件试样的不锈钢和橡胶粘接过程中, 在试
样中心 30 mm×30 mm ( 长 × 宽) 区域内涂抹脱粘
剂, 其他位置正常涂抹胶水进行真空加压粘接, 制成 图 9 试样脱粘缺陷的阵列 C 扫描成像
人工脱粘缺陷试样, 试样结构如图 7 所示, 图中白色 测量阵列成像结果中缺陷的长度方向与宽度方
区域为预制脱粘区域。 向的最大尺寸, 得到的结果与实际尺寸的对比如表
0
1
2022 年 第 44 卷 第 9 期
无损检测