
Page 103 - 无损检测2022年第九期
P. 103
常 宇:
衬里复合钢管对接焊缝的自动超声检测
表1 AUT 检测数据与宏观切片数据对比
AUT 数据 / mm 宏观切片测量数据 / mm AUT 数据与宏观切片测量数据的偏差 / mm
序号 焊口号 缺陷编号 位置
长度 高度 深度 高度 深度 高度 深度
1 W01 3 10 1.8 4.9 0.8 7.1 盖面 1 -2.2
2 W01 10 12 1.8 3.2 1.5 5.9 填充 0.3 -2.7
3 W01 12 7 2.2 7.8 1.3 5.9 填充 0.9 1.9
4 W01 14 6 1.5 12.2 1.7 12.2 填充 -0.2 0
5 W02 1 7 2 18.9 1.3 18.9 根部 0.7 0
6 W02 2 13 2.2 18.9 2 18.9 根部 0.2 0
7 W02 10 10 1 5.1 1.1 4 盖面 -0.1 1.1
8 W02 11 10 1 11.8 1.3 12.5 填充 -0.3 -0.7
9 W05 1 23 1.7 11.9 1.8 12.6 填充 -0.1 -0.7
10 W05 3 20 2.3 4 2.2 3.4 盖面 0.1 0.6
根部
11 W06 8 8 0.9 18.9 1.3 18.9 -0.4 0
盖面
12 W06 9 26 1.3 3.8 1.9 2.9 -0.6 0.9
13 W06 10 27 2.4 5.4 1.9 5.2 盖面 0.5 0.2
14 W07 3 20 1.2 10.5 1.5 12.2 填充 -0.3 -1.7
15 W07 5 8 1.7 3.2 2.5 2.75 盖面 -0.8 0.45
16 W07 10 21 1.1 4.9 0.7 5.1 盖面 0.4 -0.2
17 W09 1 11 2.8 4.9 2.8 2.8 盖面 0 2.1
18 W09 2 12 1 17.3 1 16.5 热焊 0 0.8
19 W09 10 28 1.8 13.8 1.4 12.9 填充 0.4 0.9
20 W09 11 12 1.7 10.3 1.8 11.8 填充 -0.1 -1.5
21 W09 12 17 1.8 18.9 2.2 18.9 根部 -0.4 0
22 W09 13 10 2 18.9 1.8 17.9 根部 0.2 1
23 W09 14 13 2.6 15 1.8 13.1 热焊 0.8 1.9
24 W10 1 10 2 4 1 4.9 盖面 1 -0.9
25 W10 2 6 2.2 16.9 1.5 15.9 根部 0.7 1
26 W11 6 28 2.6 14.7 2.1 15 热焊 0.5 -0.3
27 W17 13 14 1.4 14.1 2 14.1 根部 -0.6 0
28 W18 1 25 0.8 14.1 1 14.1 根部 -0.2 0
29 W18 2 13 1.5 11.4 1.4 11.5 热焊 0.1 -0.1
30 W18 3 21 3.6 3.6 2.7 3.9 盖面 0.9 -0.3
缺陷深度, 盖面区域的最大偏差为2.2mm , 热焊区域 比分析了其结果与宏观切片结果, 表明了 AUT 可
的最 大 偏 差 为 1.9mm , 填 充 区 域 的 最 大 偏 差 为 检测出焊缝不同位置的焊接缺陷, 缺陷高度最大偏
2.7mm , 根部区域的最大偏差为1mm 。 差为1mm , 缺陷深度最大偏差为2.7mm , 在置信度
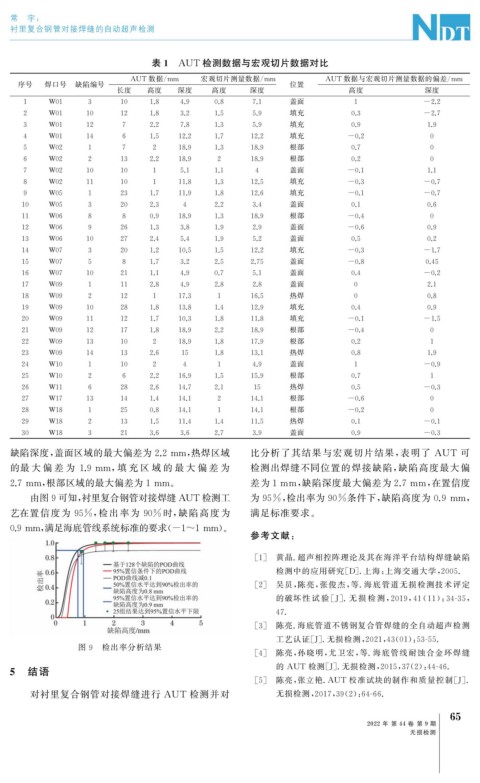
由图9可知, 衬里复合钢管对接焊缝 AUT 检测工 为95% , 检出率为90%条件下, 缺陷高度为 0.9mm ,
艺在置信度为 95% , 检 出率为 90% 时, 缺陷高度为 满足标准要求。
0.mm , 满足海底管线系统标准的要求( -1~1mm )。
9
参考文献:
[ 1 ] 黄晶 . 超声相控阵理论及其在海洋平台结构焊缝缺陷
检测中的应用研究[ D ] . 上海: 上海交通大学, 2005.
[ 2 ] 吴员, 陈亮, 张俊杰, 等 . 海底管道无损检测技术评定
的破坏 性 试 验 [ J ] . 无 损 检 测, 2019 , 41 ( 11 ): 34-35 ,
47.
[ 3 ] 陈亮 . 海底管道不锈钢复合管焊缝的全自动超声检测
工艺认证[ J ] . 无损检测, 2021 , 43 ( 01 ): 53-55.
图 9 检出率分析结果
[ 4 ] 陈亮, 孙晓明, 尤卫宏, 等 . 海底管线耐蚀合金环焊缝
5 结语 的 AUT 检测[ J ] . 无损检测, 2015 , 37 ( 2 ): 44-46.
[ 5 ] 陈亮, 张立艳 .AUT 校准试块的制作和质量控制[ J ] .
对衬里复合钢管对接焊缝进行 AUT 检测并对 无损检测, 2017 , 39 ( 2 ): 64-66.
5
6
2022 年 第 44 卷 第 9 期
无损检测