
Page 106 - 无损检测2022年第九期
P. 106
石养鑫,等:
民用核钛合金设备焊接接头的目视检测
图 4 分辨力测试现场
10mm / s 。检测焊缝及热影响区的氧化色时, 采用
直 线 进 退 式 扫 描 方 式, 每 次 扫 查 宽 度 不 超 过
20mm ; 采用间接目视检测技术( 即采用 0° 视向和
90° 视向的观察方向), 分别从管端两侧对焊缝根部
进行观察检测。
4.3 检测结果及分析
检测完成后对试样进行解剖, 进行评价及验证,
检测情况如下所述。
图 1 角度镜工装外观
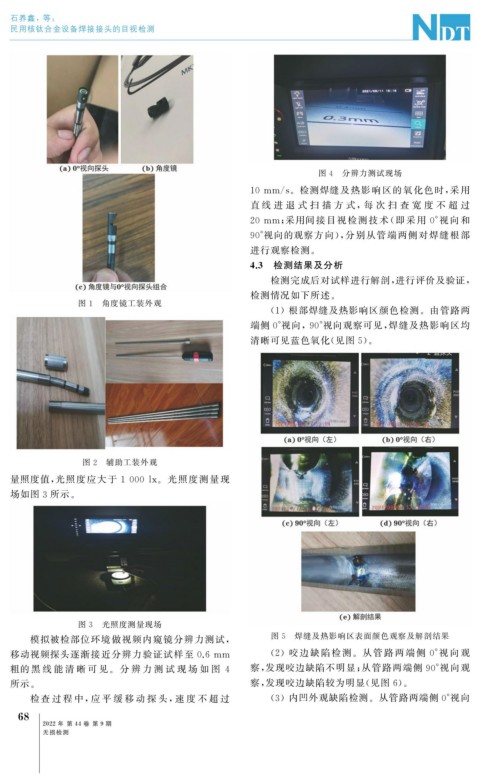
( 1 )根部焊缝及热影响区颜色检测。由管路两
端侧 0° 视向, 90° 视向观察可见, 焊缝及热影响区均
清晰可见蓝色氧化( 见图 5 )。
图 2 辅助工装外观
量照度值, 光照度应大于 1000lx 。光照度测量现
场如图 3 所示。
图 3 光照度测量现场
模拟被检部位环境做视频内窥镜分辨力测试, 图 5 焊缝及热影响区表面颜色观察及解剖结果
( 2 )咬边缺陷检测。从管 路 两 端 侧 0° 视 向 观
移动视频探头逐渐接近分辨力验证试样至 0.6mm
察, 发现咬边缺陷不明显; 从管路两端侧 90° 视向观
粗的 黑 线 能 清 晰 可 见。 分 辨 力 测 试 现 场 如 图 4
所示。 察, 发现咬边缺陷较为明显( 见图 6 )。
检查 过 程 中, 应 平 缓 移 动 探 头, 速 度 不 超 过 ( 3 )内凹外观缺陷检测。从管路两端侧 0° 视向
6
8
2022 年 第 44 卷 第 9 期
无损检测