
Page 107 - 无损检测2022年第九期
P. 107
石养鑫,等:
民用核钛合金设备焊接接头的目视检测
图 8 外观缺陷观察结果
( 5 )无缺陷。从管路两端侧 0° 视向观察, 未发
现缺陷; 从 管 路 两 端 侧 90° 视 向 观 察, 未 发 现 缺 陷
( 见图 9 )。
图 6 咬边缺陷观察及解剖结果
观察, 发现轻微内凹缺陷显示; 从管路两端侧 90° 视
向观察, 均发现明显的内凹缺陷( 见图 7 )。
图 9 无缺陷表面的观察及解剖结果
以上间接目视检测试验结果表明, 采用 0° 视向
探头从管路两侧进行检测, 可以发现焊缝及热影响
区的氧化缺陷, 而对于较小的外观缺陷, 则不易发现
或显示不明显; 采用 90° 视向探头, 无论从管路哪一
侧对根部焊缝表面进行检测, 均能得到各种外观缺
陷较清晰的视频图像, 缺陷形貌特征清晰可见, 易于
图 7 根部内凹缺陷观察及解剖结果
定性。对各模拟对比试样进行了解剖, 解剖后所观
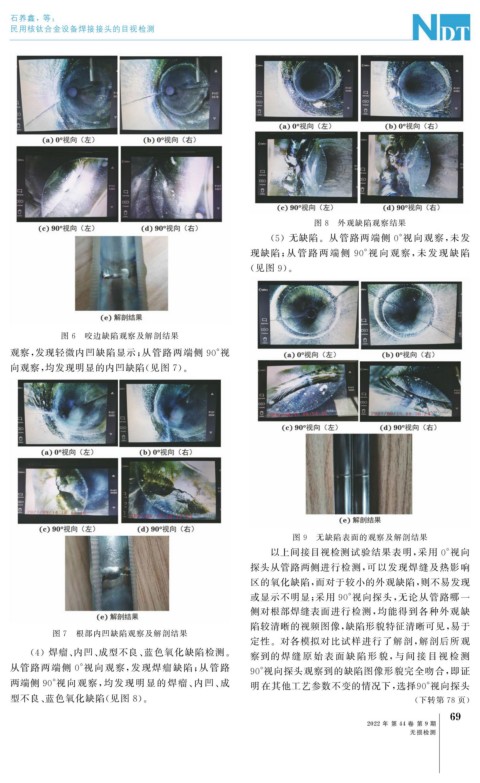
( 4 )焊瘤、 内凹、 成型不良、 蓝色氧化缺陷检测。 察到的焊 缝 原 始 表 面 缺 陷 形 貌, 与 间 接 目 视 检 测
从管路两端侧 0° 视向观察, 发现焊瘤缺陷; 从管路 90° 视向探头观察到的缺陷图像形貌完全吻合, 即证
两端侧 90° 视向观察, 均发现 明显的焊瘤、 内凹、 成 明 在其他工艺参数不变的情况下, 选择 90° 视向探头
型不良、 蓝色氧化缺陷( 见图 8 )。 ( 下转第 78 页)
9
6
2022 年 第 44 卷 第 9 期
无损检测