
Page 124 - 无损检测2022年第八期
P. 124
院企风采
表 1 304 不锈钢平板试块人工缺陷尺寸 mm
位置
项目
1 2 3 4 5 6 7 8 9
缺陷长度 6 6 6 6 6 6 6 6 6
缺陷深度 0.1 0.2 0.3 0.4 0.5 4.5 4 3.5 3
缺陷宽度 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2
位置
项目
10 11 12 13 14 15 16 17 —
缺陷长度 6 1 2 3 4 5 6 6 —
缺陷深度 2.5 2 2 2 2 2 2 3 —
缺陷宽度 0.2 0.2 0.2 0.2 0.2 0.2 0.2 0.2 —
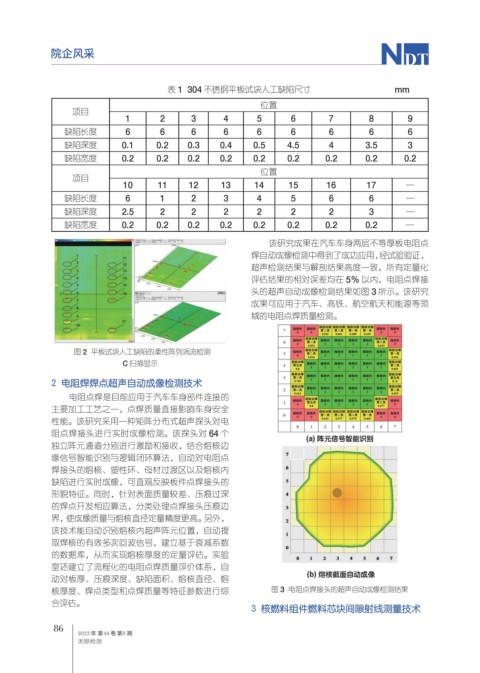
该研究成果在汽车车身两层不等厚板电阻点
焊自动成像检测中得到了成功应用,经试验验证,
超声检测结果与解剖结果高度一致,所有定量化
评估结果的相对误差均在 5% 以内,电阻点焊接
头的超声自动成像检测结果如图 3 所示。该研究
成果可应用于汽车、高铁、航空航天和能源等领
域的电阻点焊质量检测。
图 2 平板试块人工缺陷的柔性阵列涡流检测
C 扫描显示
2 电阻焊焊点超声自动成像检测技术
电阻点焊是目前应用于汽车车身部件连接的
主要加工工艺之一,点焊质量直接影响车身安全
性能。该研究采用一种矩阵分布式超声探头对电
阻点焊接头进行实时成像检测。该探头对 64 个 (a) 阵元信号智能识别
独立阵元通道分别进行激励和接收,结合熔核边
缘信号智能识别与逻辑闭环算法,自动对电阻点
焊接头的熔核、塑性环、母材过渡区以及熔核内
缺陷进行实时成像,可直观反映板件点焊接头的
形貌特征。同时,针对表面质量较差、压痕过深
的焊点开发相应算法,分类处理点焊接头压痕边
界,使成像质量与熔核直径定量精度更高。另外,
该技术能自动识别熔核内超声阵元位置,自动提
取焊核的有效多次回波信号,建立基于衰减系数
的数据库,从而实现熔核厚度的定量评估。实验
室还建立了流程化的电阻点焊质量评价体系,自
(b) 熔核截面自动成像
动对板厚、压痕深度、缺陷面积、熔核直径、熔
核厚度、焊点类型和点焊质量等特征参数进行综 图 3 电阻点焊接头的超声自动成像检测结果
合评估。
3 核燃料组件燃料芯块间隙射线测量技术
86
2022 年 第44 卷 第8 期
无损检测