
Page 97 - 无损检测2022年第三期
P. 97
王宝轩, 等:
钢板受控射流超声检测中表面污染物的影响和消除
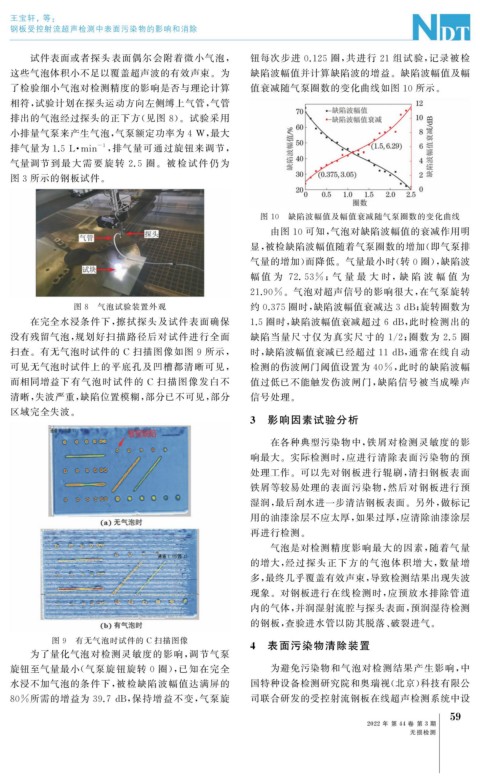
试件表面或者探头表面偶尔会附着微小气泡, 钮每次步进 0.125 圈, 共进行 21 组试验, 记录被检
这些气泡体积小不足以覆盖超声波的有效声束。为 缺陷波幅值并计算缺陷波的增益。缺陷波幅值及幅
了检验细小气泡对检测精度的影响是否与理论计算 值衰减随气泵圈数的变化曲线如图 10 所示。
相符, 试验计划在探头运动方向左侧缚上气管, 气管
排出的气泡经过探头的正下方( 见图 8 )。试验采用
小排量气泵来产生气泡, 气泵额定功率为4W , 最大
-1
排气量为 1.5L · min , 排气量可通过旋钮来调节,
气量调节到 最 大 需 要 旋 转 2.5 圈。被 检 试 件 仍 为
图 3 所示的钢板试件。
图 10 缺陷波幅值及幅值衰减随气泵圈数的变化曲线
由图 10 可知, 气泡对缺陷波幅值的衰减作用明
显, 被检缺陷波幅值随着气泵圈数的增加( 即气泵排
气量的增加) 而降低。气量最小时( 转 0 圈), 缺陷波
幅 值 为 72.53% ; 气 量 最 大 时, 缺 陷 波 幅 值 为
21.90% 。气泡对超声信号的影响很大, 在气泵旋转
图 8 气泡试验装置外观 约 0.375 圈时, 缺陷波幅值衰减达3dB ; 旋转圈数为
在完全水浸条件下, 擦拭探头及试件表面确保 1.5 圈时, 缺陷波幅值衰减超过 6dB , 此时检测出的
没有残留气泡, 规划好扫描路径后对试件进行全面 缺陷当量尺寸仅为真实尺寸的 1 / 2 ; 圈数为 2.5 圈
扫查。有无气泡时试件的 C 扫描图像如图 9 所示, 时, 缺陷波幅值衰减已经超过 11dB , 通常在线自动
可见无气泡时试件上的平底孔及凹槽都清晰可见, 检测的伤波闸门阈值设置为 40% , 此时的缺陷波幅
而相同增益下有气泡时试件的 C 扫描图像发白不 值过低已不能触发伤波闸门, 缺陷信号被当成噪声
清晰, 失波严重, 缺陷位置模糊, 部分已不可见, 部分 信号处理。
区域完全失波。
3 影响因素试验分析
在各种典型污染物中, 铁屑对检测灵敏度的影
响最大。实际检测时, 应进行清除表面污染物的预
处理工作。可以先对钢板进行辊刷, 清扫钢板表面
铁屑等较易处理的表面污染物, 然后对钢板进行预
湿润, 最后刮水进一步清洁钢板表面。另外, 做标记
用的油漆涂层不应太厚, 如果过厚, 应清除油漆涂层
再进行检测。
气泡是对检测精度影响最大的因素, 随着气量
的增大, 经过探头正下方的气泡体积增大, 数量增
多, 最终几乎覆盖有效声束, 导致检测结果出现失波
现象。对钢板进行在线检测时, 应预放水排除管道
内的气体, 并润湿射流腔与探头表面, 预润湿待检测
的钢板, 查验进水管以防其脱落、 破裂进气。
图 9 有无气泡时试件的 C 扫描图像
4 表面污染物清除装置
为了量化气泡对检测灵敏度的影响, 调节气泵
旋钮至气量最小( 气泵旋钮旋转 0 圈), 已知在完全 为避免污染物和气泡对检测结果产生影响, 中
水浸不加气泡的条件下, 被检缺陷波幅值达满屏的 国特种设备检测研究院和奥瑞视( 北京) 科技有限公
80% 所需的增益为 39.7dB , 保持增益不变, 气泵旋 司联合研发的受控射流钢板在线超声检测系统中设
9
5
2022 年 第 44 卷 第 3 期
无损检测