
Page 106 - 无损检测2021年第八期
P. 106
赵天伟, 等:
带不锈钢堆焊层的主管道焊缝全聚焦超声检测
焊接凝固的过程中, 焊道边缘散热较快, 形成了堆焊
层晶粒的柱状结构以及复杂取向, 这也会导致奥氏
体不锈钢堆焊层呈现出显著的弹性各向异性。
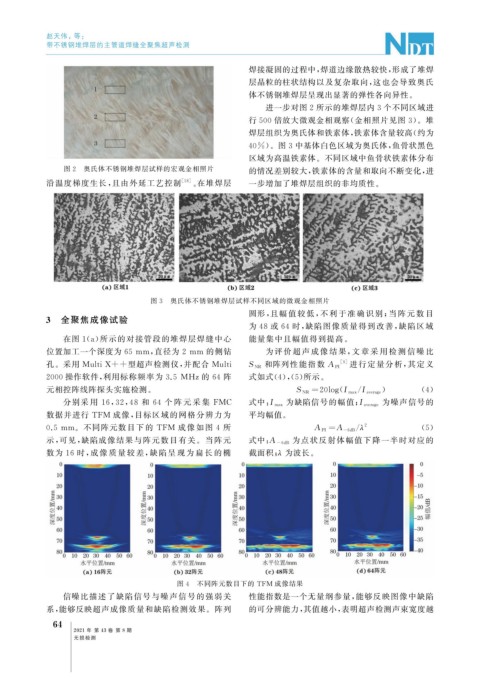
进一步对图 2 所示的堆焊层内 3 个不同区域进
行 500 倍放大微观金相观察( 金相照片见图 3 )。堆
焊层组织为奥氏体和铁素体, 铁素体含量较高( 约为
40% )。图 3 中基体白色区域为奥氏体, 鱼骨状黑色
区域为高温铁素体。不同区域中鱼骨状铁素体分布
图 2 奥氏体不锈钢堆焊层试样的宏观金相照片 的情况差别较大, 铁素体的含量和取向不断变化, 进
沿温度梯度生长, 且由外延工艺控制 [ 18 ] 。 在堆焊层 一步增加了堆焊层组织的非均质性。
图 3 奥氏体不锈钢堆焊层试样不同区域的微观金相照片
圆形, 且幅 值 较 低, 不 利 于 准 确 识 别; 当 阵 元 数 目
3 全聚焦成像试验
为 48 或 64 时, 缺陷图像质量得到改善, 缺陷区域
在图 1 ( a ) 所示的对接管段的堆焊层焊缝中心 能量集中且幅值得到提高。
位置加工一个深度为 65mm , 直径为 2mm 的侧钻 为评 价 超 声 成 像 结 果, 文 章 采 用 检 测 信 噪 比
[ 9 ]
孔。采用 MultiX++ 型超声检测仪, 并配合 Multi S NR 和阵列性 能指数 A PI 进行定量分析, 其定义
2000操作软件, 利用标称频率为 3.5 MHz的 64 阵 式如式( 4 ),( 5 ) 所示。
元相控阵线阵探头实施检测。 ( / ) ( 4 )
S NR = 20lo gI max I avera g e
分别采 用 16 , 32 , 48 和 64 个 阵 元 采 集 FMC 式中: I max 为缺陷信号的幅值; I avera g e 为噪声信号的
数据并进行 TFM 成像, 目标区域的网格分辨力为 平均幅值。
0.5mm 。不同阵元数 目 下 的 TFM 成 像 如 图 4 所 A PI=A - 6dB λ 2 ( 5 )
/
示, 可见, 缺陷成像结果与阵元数目 有关。当阵元 式中: A -6dB 为点状反射体幅值下降一半时对应的
数为 16 时, 成 像 质 量 较 差, 缺 陷 呈 现 为 扁 长 的 椭 截面积; λ 为波长。
图 4 不同阵元数目下的 TFM 成像结果
信噪比描述了缺陷信号与噪声信号的 强弱关 性能指数是一个无量纲参量, 能够反映图像中缺陷
系, 能够反映超声成像质量和缺陷检测效果。阵列 的可分辨能力, 其值越小, 表明超声检测声束宽度越
4
6
2021 年 第 43 卷 第 8 期
无损检测