
Page 107 - 无损检测2021年第八期
P. 107
赵天伟, 等:
带不锈钢堆焊层的主管道焊缝全聚焦超声检测
窄, 缺陷成像质量越高( 声束宽度若较宽, 易使图像 包含的 A 扫描 信 号 数 量 不 断 增 加, 声 束 覆 盖 范 围
中相邻缺陷的信号产生混叠)。 随之扩大, 探 头 阵 元 接 收 到 更 多 材 料 与 缺 陷 的 特
不同阵元 数 目 下 应 用 PCI法 前 后 TFM 成 像 征信息。这 些 信 息 经 过 延 时 叠 加 处 理 后, 缺 陷 处
的信噪比和阵列性能指数如图 5 所示, 可见, 随着 的能量提 升 高 于 非 缺 陷 处 的, 成 像 效 果 得 到 逐 步
阵元数量的增加, 信噪比不断提高, 64 阵元的信噪 改善。当所用阵元数达64 时, TFM 图像能够较为
比较 16 阵元的提高了 5.3dB , 阵列性能指数不断 准确地描 述 奥 氏 体 不 锈 钢 堆 焊 层 焊 缝 的 特 征, 抑
降低, 64 阵元的阵列性能指数较 16 阵元的减小了 制声束畸 变 和 散 射 造 成 的 伪 像, 但 仍 存 在 较 为 明
35% 。这是因为随着阵元 数 量 增 加, FMC 数 据 中 显的结构噪声干扰。
图 5 不同阵元数目下应用 PCI法前后 TFM 成像的信噪比和阵列性能指数
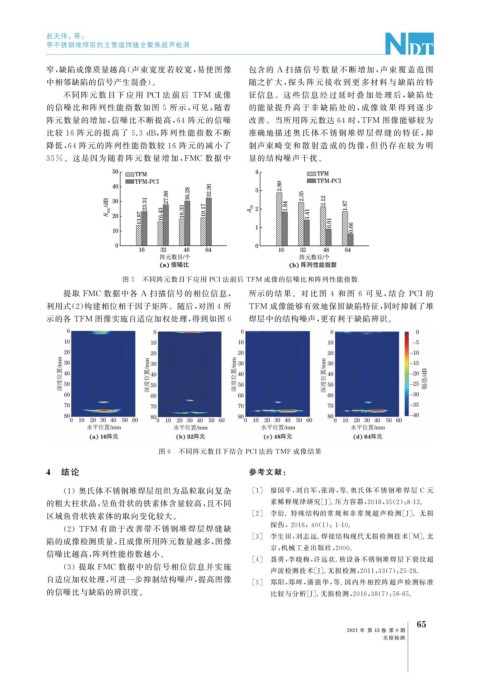
提取 FMC 数据中各 A 扫描信号的相位信息, 所示的结 果。对 比 图 4 和 图 6 可 见, 结 合 PCI 的
利用式( 2 ) 构建相位相干因子矩阵。随后, 对图 4 所 TFM 成像能够有效地保留缺陷特征, 同时抑制了堆
示的各 TFM 图像实施自适应加权处理, 得到如图 6 焊层中的结构噪声, 更有利于缺陷辨识。
图 6 不同阵元数目下结合 PCI法的 TMF 成像结果
4 结论 参考文献:
( 1 )奥氏体不锈钢堆焊层组织为晶粒取向复杂 [ 1 ] 廖国平, 刘自军, 张涛, 等 . 奥氏体不锈钢堆焊层 C 元
的粗大柱状晶, 呈鱼骨状的铁素体含量较高, 且不同 素稀释规律研究[ J ] . 压力容器, 2018 , 35 ( 2 ): 8-12.
[ 2 ] 李衍 . 特殊结构的常规和非常规超声检测[ J ] .无损
区域鱼骨状铁素体的取向变化较大。
( 2 ) TFM 有助于改善带不锈钢堆焊层焊缝缺 探伤, 2016 , 40 ( 1 ): 1-10.
[ 3 ] 李生田, 刘志远 . 焊接结构现代无损检测技术[ M ] . 北
陷的成像检测质量, 且成像所用阵元数量越多, 图像
京: 机械工业出版社, 2000.
信噪比越高, 阵列性能指数越小。
[ 4 ] 聂勇, 李晓梅, 许远欢 . 核设备不锈钢堆焊层下裂纹超
( 3 )提取 FMC 数据中的信号相位信息并实施
声波检测技术[ J ] . 无损检测, 2011 , 33 ( 7 ): 25-28.
自适应加权处理, 可进一步抑制结构噪声, 提高图像 [ 5 ] 郑阳, 郑晖, 潘强华, 等 . 国内外相控阵超声检测标准
的信噪比与缺陷的辨识度。 比较与分析[ J ] . 无损检测, 2016 , 38 ( 7 ): 56-65.
5
6
2021 年 第 43 卷 第 8 期
无损检测