
Page 57 - 无损检测2021年第七期
P. 57
曹 萍, 等:
蒸汽发生器传热管超声检测缺陷的识别
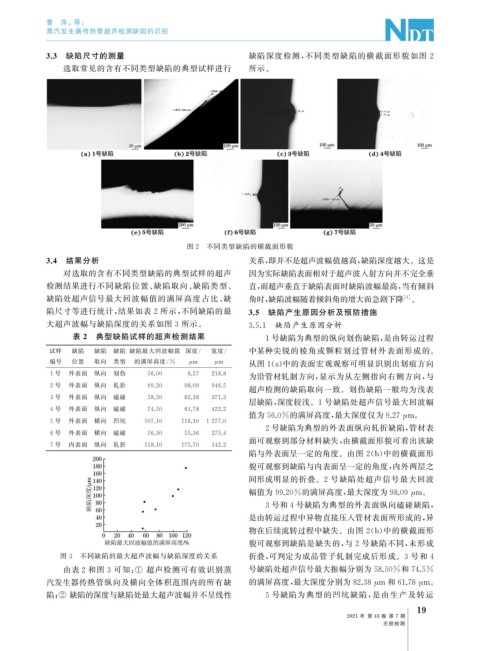
3.3 缺陷尺寸的测量 缺陷深度检测, 不同类型缺陷的横截面形貌如图 2
选取常见的含有不同类型缺陷的典型试样进行 所示。
图 2 不同类型缺陷的横截面形貌
3.4 结果分析 关系, 即并不是超声波幅值越高, 缺陷深度越大。这是
对选取的含有不同类型缺陷的典型试样的超声 因为实际缺陷表面相对于超声波入射方向并不完全垂
检测结果进行不同缺陷位置、 缺陷取向、 缺陷类型、 直, 而超声垂直于缺陷表面时缺陷波幅最高, 当有倾斜
缺陷处超声信号最大回波幅值的满屏高度占比、 缺 角时, 缺陷波幅随着倾斜角的增大而急剧下降 。
[ 4 ]
陷尺寸等进行统计, 结果如表 2 所示, 不同缺陷的最 3.5 缺陷产生原因分析及预防措施
大超声波幅与缺陷深度的关系如图 3 所示。 3.5.1 缺陷产生原因分析
表 2 典型缺陷试样的超声检测结果 1号缺陷为典型的纵向划伤缺陷, 是由转运过程
试样 缺陷 缺陷 缺陷 缺陷最大回波幅值 深度 / 宽度 / 中某种尖锐的棱角或颗粒划过管材外表面形成的。
编号 位置 取向 类型 的满屏高度 / % μ m μ m 从图1 ( a ) 中的表面宏观观察可明显识别出划痕方向
1 号 外表面 纵向 划伤 56.00 9.27 218.8 为沿管材轧制方向, 显示为从左侧指向右侧方向, 与
2 号 外表面 纵向 轧折 99.20 98.09 946.5
超声检测的缺陷取向一致。划伤缺陷一般均为浅表
3 号 外表面 纵向 磕碰 58.50 82.38 371.3
层缺陷, 深度较浅。 1 号缺陷处超声信号最大回波幅
4 号 外表面 纵向 磕碰 74.50 61.78 422.2
值为56.0%的满屏高度, 最大深度仅为9.27 μ m 。
5 号 外表面 横向 凹坑 107.10 116.30 1277.0
2号缺陷为典型的外表面纵向轧折缺陷, 管材表
6 号 外表面 横向 磕碰 56.30 55.36 275.4
面可观察到部分材料缺失, 由横截面形貌可看出该缺
7 号 内表面 纵向 轧折 118.10 175.70 142.2
陷与外表面呈一定的角度。由图 2 ( b ) 中的横截面形
貌可观察到缺陷与内表面呈一定的角度, 内外两层之
间形成明显的折叠。 2 号缺陷处超声信号最大回波
幅值为99.20%的满屏高度, 最大深度为98.09 μ m 。
3号和4号缺陷为典型的外表面纵向磕碰缺陷,
是由转运过程中异物直接压入管材表面所形成的, 异
物在后续流转过程中缺失。由图 2 ( b ) 中的横截面形
貌可观察到缺陷是缺失的, 与 2 号缺陷不同, 未形成
图 3 不同缺陷的最大超声波幅与缺陷深度的关系 折叠, 可判定为成品管子轧制完成后形成。 3 号和 4
由表2和图 3 可知: ① 超声检测可有效识别蒸 号缺陷处超声信号最大振幅分别为58.50%和74.5%
汽发生器传热管纵向及横向全体积范围内的所有缺 的满屏高度, 最大深度分别为82.38 μ m 和61.78 μ m 。
陷; ② 缺陷的深度与缺陷处最大超声波幅并不呈线性 5 号缺陷为典型的凹坑缺陷, 是由生产及转运
9
1
2021 年 第 43 卷 第 7 期
无损检测