
Page 104 - 无损检测2021年第七期
P. 104
胡海涛, 等:
核电站控制棒驱动机构钩爪部件镀铬层着色渗透检测的评定
表 1 不同渗透检测材料的检测效果 过度磨削裂纹两大类显示。
渗透检测材料 3.1 镀铬网纹
项目 核工 新美达 美国磁通 从电 镀 的 工 艺 及 原 理 上 考 虑, 电 镀 过 程 中 会
HG-Z99S2 DPT- 核 SKL-SP2 / WP2 引起一种裂纹, 此类裂纹称为镀铬网纹, 由电镀应
显示结果 镀铬层均呈现粉红色显示 力产生, 常 表 现 为 整 个 表 面 存 在 着 紧 密 结 合 的 网
渗透剂去除效果 易去除 不易去除 易去除
状微裂纹。
显像剂颗粒大小 较大 较小 微小
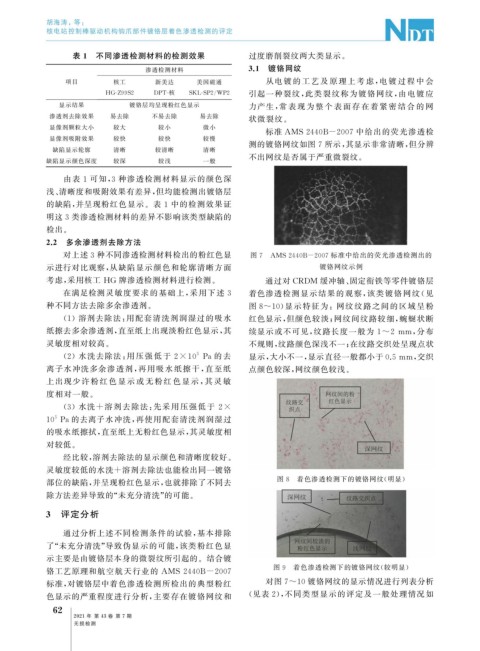
标准 AMS2440B-2007 中给出的荧光渗透检
显像剂吸附效果 较快 较快 较慢
测的镀铬网纹如图 7 所示, 其显示非常清晰, 但分辨
缺陷显示轮廓 清晰 较清晰 清晰
不出网纹是否属于严重微裂纹。
缺陷显示颜色深度 较深 较浅 一般
由表 1 可知, 3 种渗透检测材料显示的颜色深
浅、 清晰度和吸附效果有差异, 但均能检测出镀铬层
的缺陷, 并呈现粉红色显示。表 1 中的检测效果证
明这 3 类渗透检测材料的差异不影响该类型缺陷的
检出。
2.2 多余渗透剂去除方法
对上述 3 种不同渗透检测材料检出的粉红色显 图 7 AMS2440B-2007 标准中给出的荧光渗透检测出的
示进行对比观察, 从缺陷显示颜色和轮廓清晰方面 镀铬网纹示例
考虑, 采用核工 HG 牌渗透检测材料进行检测。 通过对 CRDM 缓冲轴、 固定衔铁等零件镀铬层
着色渗透检测显示结果的观察, 该类镀铬网纹( 见
在满足检测灵敏度要求的基础上, 采用下述 3
种不同方法去除多余渗透剂。 图 8~10 ) 显示特征为:网纹纹路之间的区域呈粉
( 1 )溶剂去除法: 用配套清洗剂润湿过的吸水 红色显示, 但颜色较淡; 网纹间纹路较细, 蜿蜒状断
纸擦去多余渗透剂, 直至纸上出现淡粉红色显示, 其 续显示或不可见, 纹路长度一般为 1~2 mm , 分布
灵敏度相对较高。 不规则, 纹路颜色深浅不一; 在纹路交织处呈现点状
( 2 )水洗去除法: 用 压 强 低 于 2×10 Pa的 去 显示, 大小不一, 显示直径一般都小于0.5mm , 交织
5
离子水冲洗多余渗透剂, 再用吸水纸擦干, 直至纸 点颜色较深, 网纹颜色较浅。
上出现少 许 粉 红 色 显 示 或 无 粉 红 色 显 示, 其 灵 敏
度相对一般。
( 3 )水洗 + 溶剂去除法: 先采用压强低于 2×
10 Pa的去离子水冲洗, 再使用配套清洗剂润湿过
5
的吸水纸擦拭, 直至纸上无粉红色显示, 其灵敏度相
对较低。
经比较, 溶剂去除法的显示颜色和清晰度较好。
灵敏度较低的水洗 + 溶剂去除法也能检出同一镀铬
部位的缺陷, 并呈现粉红色显示, 也就排除了不同去 图 8 着色渗透检测下的镀铬网纹( 明显)
除方法差异导致的“ 未充分清洗” 的可能。
3 评定分析
通过分析上述不同检测条件的试验, 基本排除
了“ 未充分清洗” 导致伪显示的可能, 该类粉红色显
示主要是由镀铬层本身的微裂纹所引起的。结合镀
图 9 着色渗透检测下的镀铬网纹( 较明显)
铬工艺原理和航空航天行业的 AMS2440B-2007
标准, 对镀铬层中着色渗透检测所检出的典型粉红 对图 7~10 镀铬网纹的显示情况进行列表分析
色显示的严重程度进行分析, 主要存在镀铬网纹和 ( 见表 2 ), 不同类型显示的评定及一般处理情况如
6
2
2021 年 第 43 卷 第 7 期
无损检测