
Page 108 - 无损检测2025年第一期
P. 108
燕集中,等:
埋地聚乙烯管道缺陷无损检测技术研究进展
厂质量有较高的保障。然而,在安装、施工过程中, 大了检测区域,减少了伪像并缩小了盲区,提高了图
受天气、设备状态、工人经验等因素影响,PE管焊接 像对比度和分辨率。刘同文等 [11] 指出由于超声波在
接头质量参差不齐,直接影响了燃气管网系统的运 PE管中的衰减速率比在金属材料中的高出10倍,因
行效果和使用寿命。因此,有必要对PE燃气管道焊 此应采用频率小于4 MHz的超声波进行检测。
接缺陷的检测进行深入研究,提升检测效率,保障聚 李俊等 [12] 采用与管道弧形面接触的低频探头
乙烯燃气管道的输送安全。 对不同夹杂缺陷进行了超声检测,发现UT可以定
文章综合阐述了超声检测、相控阵检测、衍射时 位和定量检测出PE管道热熔接头的各种夹杂缺陷,
差检测、数字射线成像4种方法在聚乙烯焊接缺陷 但是在检测前必须切除管道焊缝内外翻边,否则难
检测中的国内外研究进展,并对当前检测技术存在 以检出。张琳 [13] 研究发现超声波对于面积型和孔
的不足和未来的研究方向进行了探讨。 洞型缺陷具有良好的检测能力,且对于缺陷深度可
1 超声检测 以进行定量检测。黄建生 [14] 认为必须采用纵波探
头对PE管热熔对接接头进行超声检测,并且频率
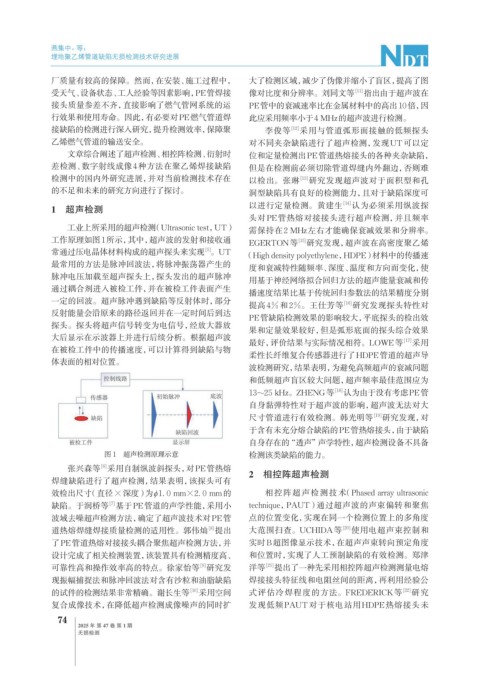
工业上所采用的超声检测(Ultrasonic test,UT) 需保持在2 MHz左右才能确保衰减效果和分辨率。
工作原理如图1所示,其中,超声波的发射和接收通 EGERTON等 [15] 研究发现,超声波在高密度聚乙烯
[5]
常通过压电晶体材料构成的超声探头来实现 。UT (High density polyethylene,HDPE)材料中的传播速
最常用的方法是脉冲回波法,将脉冲振荡器产生的 度和衰减特性随频率、深度、温度和方向而变化,使
脉冲电压加载至超声探头上,探头发出的超声脉冲
用基于神经网络拟合回归方法的超声能量衰减和传
通过耦合剂进入被检工件,并在被检工件表面产生
播速度结果比基于传统回归参数法的结果精度分别
一定的回波。超声脉冲遇到缺陷等反射体时,部分
提高4%和2%。王仕芳等 [16] 研究发现探头特性对
反射能量会沿原来的路径返回并在一定时间后到达
PE管缺陷检测效果的影响较大,平底探头的检出效
探头。探头将超声信号转变为电信号,经放大器放
果和定量效果较好,但是弧形底面的探头综合效果
大后显示在示波器上并进行后续分析。根据超声波
最好,评价结果与实际情况相符。LOWE等 [17] 采用
在被检工件中的传播速度,可以计算得到缺陷与物
柔性长纤维复合传感器进行了HDPE管道的超声导
体表面的相对位置。
波检测研究,结果表明,为避免高频超声的衰减问题
和低频超声盲区较大问题,超声频率最佳范围应为
13~25 kHz。ZHENG等 [18] 认为由于没有考虑PE管
自身黏弹特性对于超声波的影响,超声波无法对大
尺寸管道进行有效检测。韩光明等 [19] 研究发现,对
于含有未充分熔合缺陷的PE管热熔接头,由于缺陷
自身存在的“透声”声学特性,超声检测设备不具备
图 1 超声检测原理示意 检测该类缺陷的能力。
张兴森等 采用自制纵波斜探头,对PE管热熔 2 相控阵超声检测
[6]
焊缝缺陷进行了超声检测,结果表明,该探头可有
效检出尺寸(直径×深度) 为φ1. 0 mm×2. 0 mm的 相控阵超声检测技术(Phased array ultrasonic
缺陷。于润桥等 基于PE管道的声学性能,采用小 technique,PAUT)通过超声波的声束偏转和聚焦
[7]
波域去噪超声检测方法,确定了超声波技术对PE管 点的位置变化,实现在同一个检测位置上的多角度
道热熔焊缝焊接质量检测的适用性。郭伟灿 提出 大范围扫查。UCHIDA等 [20] 使用电超声束控制和
[8]
了PE管道热熔对接接头耦合聚焦超声检测方法,并 实时B超图像显示技术,在超声声束转向预定角度
设计完成了相关检测装置,该装置具有检测精度高、 和位置时,实现了人工预制缺陷的有效检测。郑津
可靠性高和操作效率高的特点。徐家怡等 研究发 洋等 [21] 提出了一种先采用相控阵超声检测测量电熔
[9]
现振幅捕捉法和脉冲回波法对含有沙粒和油脂缺陷 焊接接头特征线和电阻丝间的距离,再利用经验公
的试件的检测结果非常精确。谢长生等 [10] 采用空间 式评估冷焊程度的方法。FREDERICK等 [22] 研究
复合成像技术,在降低超声检测成像噪声的同时扩 发现低频PAUT对于核电站用HDPE热熔接头未
74
2025 年 第 47 卷 第 1 期
无损检测