
Page 104 - 无损检测2025年第一期
P. 104
李邱达,等:
核级管道焊缝数字射线成像几何参数优化
N =
180 °
) T ) T
1+ ( K 2 -1 1 D 1+ ( K 2 -1 D
cos -1 0 +sin -1 sin -1 0 cos
K K 2F
-1 D
0
(20)
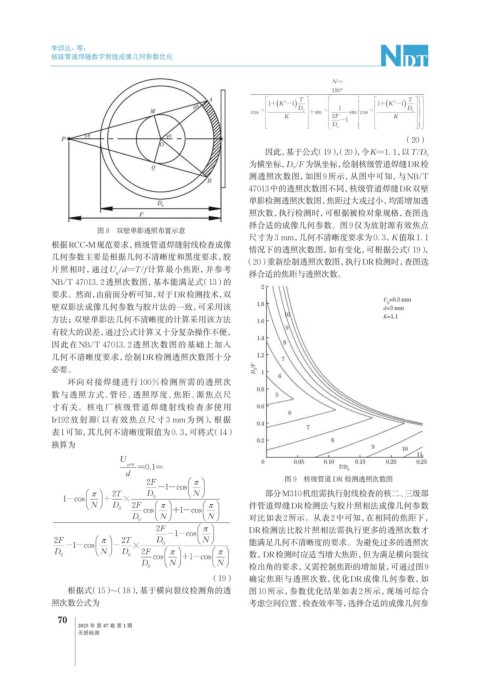
因此,基于公式(19),(20),令K=1. 1,以T/D
0
为横坐标,D /F为纵坐标,绘制核级管道焊缝DR检
0
测透照次数图,如图9所示,从图中可知,与NB/T
47013中的透照次数图不同,核级管道焊缝DR双壁
单影检测透照次数图,焦距过大或过小,均需增加透
照次数,执行检测时,可根据被检对象规格,查图选
择合适的成像几何参数。图9仅为放射源有效焦点
图 8 双壁单影透照布置示意
尺寸为3 mm,几何不清晰度要求为0. 3,K值取1. 1
根据RCC-M规范要求,核级管道焊缝射线检查成像
情况下的透照次数图,如有变化,可根据公式(19),
几何参数主要是根据几何不清晰度和黑度要求,胶
(20)重新绘制透照次数图,执行DR检测时,查图选
片照相时,通过U /d=T/f计算最小焦距,并参考
g 择合适的焦距与透照次数。
NB/T 47013. 2透照次数图,基本能满足式(13)的
要求。然而,由前面分析可知,对于DR检测技术,双
壁双影法成像几何参数与胶片法的一致,可采用该
方法;双壁单影法几何不清晰度的计算采用该方法
有较大的误差,通过公式计算又十分复杂操作不便,
因此在NB/T 47013. 2 透照次数图的基础上加入
几何不清晰度要求,绘制DR检测透照次数图十分
必要。
环向对接焊缝进行 100%检测所需的透照次
数与透照方式、管径、透照厚度、焦距、源焦点尺
寸有关。核电厂核级管道焊缝射线检查多使用
Ir192 放射源(以有效焦点尺寸 3 mm为例),根据
表1可知,其几何不清晰度限值为0. 3,可将式(14)
换算为
图 9 核级管道 DR 检测透照次数图
部分M310机组需执行射线检查的核二、三级部
件管道焊缝DR检测法与胶片照相法成像几何参数
对比如表2所示。从表2中可知,在相同的焦距下,
DR检测法比胶片照相法需执行更多的透照次数才
能满足几何不清晰度的要求。为避免过多的透照次
数,DR检测时应适当增大焦距,但为满足横向裂纹
检出角的要求,又需控制焦距的增加量,可通过图9
(19) 确定焦距与透照次数,优化DR成像几何参数,如
根据式(15)~(18),基于横向裂纹检测角的透 图10所示,参数优化结果如表 2所示,现场可综合
照次数公式为 考虑空间位置、检查效率等,选择合适的成像几何参
70
2025 年 第 47 卷 第 1 期
无损检测