
Page 102 - 无损检测2025年第一期
P. 102
李邱达,等:
核级管道焊缝数字射线成像几何参数优化
如图3(b)所示,基于三角关系,存在以下关系
AC D cos θ
2
= AB = 0 (2)
cosα cosα
AF ' D sin cos θ
θ
α
tan = = 0 (3)
PF ' FD 2
cos θ
−
0
2
θ
AB =cos θ sin ⋅ cos θ (4)
2
D F +1
2
0 -cos θ
D 0
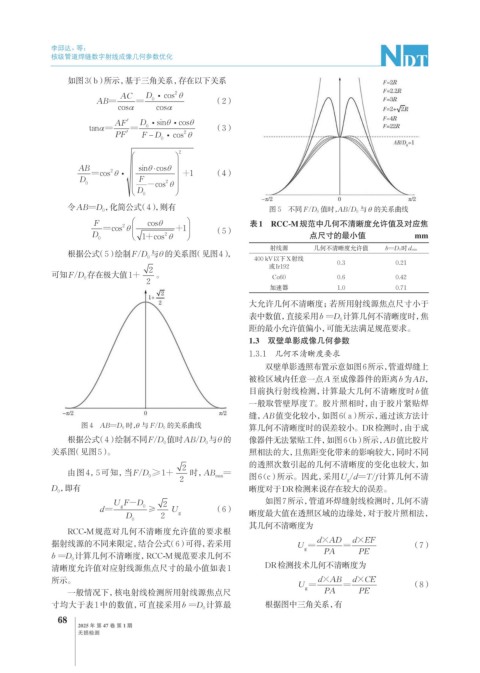
令AB=D ,化简公式(4),则有 图 5 不同 F/D 0 值时, AB/D 0 与θ 的关系曲线
0
F 2 θ cos θ 表1 RCC-M规范中几何不清晰度允许值及对应焦
D =cos 2 θ +1 (5) 点尺寸的最小值 mm
0 1+cos
射线源 几何不清晰度允许值 b=D0时dmin
根据公式(5)绘制F/D 与θ 的关系图(见图4),
0 400 kV以下X射线
或Ir192 0.3 0.21
2
可知F/D 存在极大值1+ 。 Co60 0.6 0.42
0
2
加速器 1.0 0.71
大允许几何不清晰度;若所用射线源焦点尺寸小于
表中数值,直接采用b =D 计算几何不清晰度时,焦
0
距的最小允许值偏小,可能无法满足规范要求。
1.3 双壁单影成像几何参数
1.3.1 几何不清晰度要求
双壁单影透照布置示意如图6所示,管道焊缝上
被检区域内任意一点A至成像器件的距离b为AB,
目前执行射线检测,计算最大几何不清晰度时b值
一般取管壁厚度T。胶片照相时,由于胶片紧贴焊
缝,AB值变化较小,如图6(a)所示,通过该方法计
图 4 AB=D 0 时, θ 与 F/D 0 的关系曲线 算几何不清晰度时的误差较小。DR检测时,由于成
根据公式(4)绘制不同F/D 值时AB/D 与θ 的 像器件无法紧贴工件,如图6(b)所示,AB值比胶片
0
0
关系图(见图5)。 照相法的大,且焦距变化带来的影响较大,同时不同
的透照次数引起的几何不清晰度的变化也较大,如
2
由图 4,5 可知,当F/D ≥ 1+ 时,AB = 图6(c)所示。因此,采用U /d=T/f计算几何不清
max
0
2 g
D ,即有 晰度对于DR检测来说存在较大的误差。
0
UF -D 2 如图7所示,管道环焊缝射线检测时,几何不清
d = g 0 ≥ U (6)
D 2 g 晰度最大值在透照区域的边缘处,对于胶片照相法,
0
其几何不清晰度为
RCC-M规范对几何不清晰度允许值的要求根
据射线源的不同来限定,结合公式(6)可得,若采用 (7)
b =D 计算几何不清晰度,RCC-M规范要求几何不
0
DR检测技术几何不清晰度为
清晰度允许值对应射线源焦点尺寸的最小值如表1
所示。
(8)
一般情况下,核电射线检测所用射线源焦点尺
寸均大于表1中的数值,可直接采用b =D 计算最 根据图中三角关系,有
0
68
2025 年 第 47 卷 第 1 期
无损检测