
Page 38 - 无损检测2024年第十二期
P. 38
赵新玉,等:
电阻点焊熔核质量的超声原位监测
表2 焊接参数增大对照组的在线监测B扫描图像
焊接时间/ms
焊接电流/kA
340 370 400
7.5
8.0
8.5
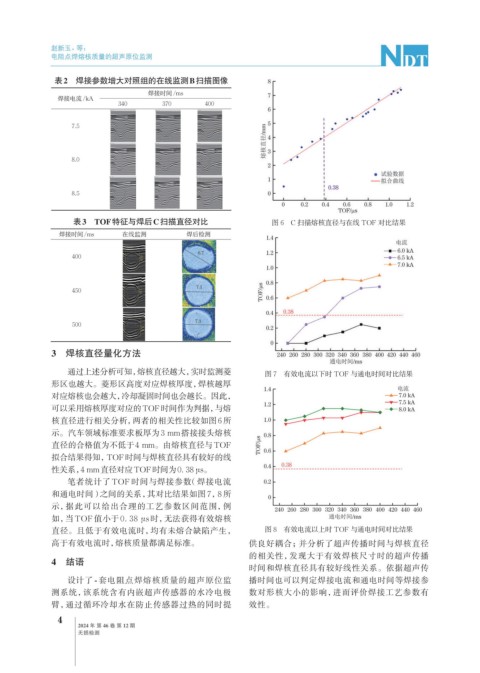
表3 TOF特征与焊后C扫描直径对比 图 6 C 扫描熔核直径与在线 TOF 对比结果
焊接时间/ms 在线监测 焊后检测
400
450
500
3 焊核直径量化方法
通过上述分析可知,熔核直径越大,实时监测菱 图 7 有效电流以下时 TOF 与通电时间对比结果
形区也越大。菱形区高度对应焊核厚度,焊核越厚
对应熔核也会越大,冷却凝固时间也会越长。因此,
可以采用熔核厚度对应的TOF时间作为判据,与熔
核直径进行相关分析,两者的相关性比较如图6所
示。汽车领域标准要求板厚为3 mm搭接接头熔核
直径的合格值为不低于4 mm。由熔核直径与TOF
拟合结果得知,TOF时间与焊核直径具有较好的线
性关系,4 mm直径对应TOF时间为0. 38 μs。
笔者统计了 TOF 时间与焊接参数(焊接电流
和通电时间)之间的关系,其对比结果如图 7,8 所
示,据此可以给出合理的工艺参数区间范围,例
如,当 TOF 值小于 0. 38 μs 时,无法获得有效熔核
直径。且低于有效电流时,均有未熔合缺陷产生, 图 8 有效电流以上时 TOF 与通电时间对比结果
高于有效电流时,熔核质量都满足标准。 供良好耦合;并分析了超声传播时间与焊核直径
的相关性,发现大于有效焊核尺寸时的超声传播
4 结语
时间和焊核直径具有较好线性关系。依据超声传
设计了 - 套电阻点焊熔核质量的超声原位监 播时间也可以判定焊接电流和通电时间等焊接参
测系统,该系统含有内嵌超声传感器的水冷电极 数对形核大小的影响,进而评价焊接工艺参数有
臂,通过循环冷却水在防止传感器过热的同时提 效性。
4
2024 年 第 46 卷 第 12 期
无损检测