
Page 37 - 无损检测2024年第十二期
P. 37
赵新玉,等:
电阻点焊熔核质量的超声原位监测
心凝固,若熔核质量良好,两层板搭接面回波消失。 可见,在通电时间和电极压力不变(250 ms和
综上,焊点熔核熔化和凝固过程对应菱形超声B扫 3. 4 kN)条件下,焊接电流由小到大改变(6,6. 5,
描特征区如图3中橙色区域所示。 7. 0 kA),在焊接电流较低(不超过7 kA)时,焊点接
收的热输入量不足以形核,不会出现明显菱形超声
B扫特征, 据此可以判定存在未熔合缺陷。
随着焊接电流增大(7. 5,8. 0,8. 5 kA),焊点出
现明显形核长大和冷却凝固过程,对应菱形超声B
扫特征区域也会明显增大,菱形区域高度最大值,即
超声波飞行时间(TOF)对应焊核长大的最大厚度。
焊接时间和焊接电流由小到大改变,电极压力
不变时,获得的在线监测B扫描图像如表1所示。由
表1可以看出,在焊接电流较小(6. 5 kA)时,随着
焊接时间的增加,难以实现有效形核。在焊接电流
为7 kA时,焊接时间较短时形核较小,但随着焊接
时间增加,菱形超声B扫特征区域逐渐增大。即最
小焊接有效电流为7 kA。在焊接电流为7. 5 kA时,
即便很短的焊接时间,也可以有效形核,随着焊接时
间的增加,焊核尺寸会逐步增大,对应的超声波飞行
时间也变大。
图 3 点焊焊接过程的典型超声回波特征
表1 时间参数控制组在线监测B扫描图像
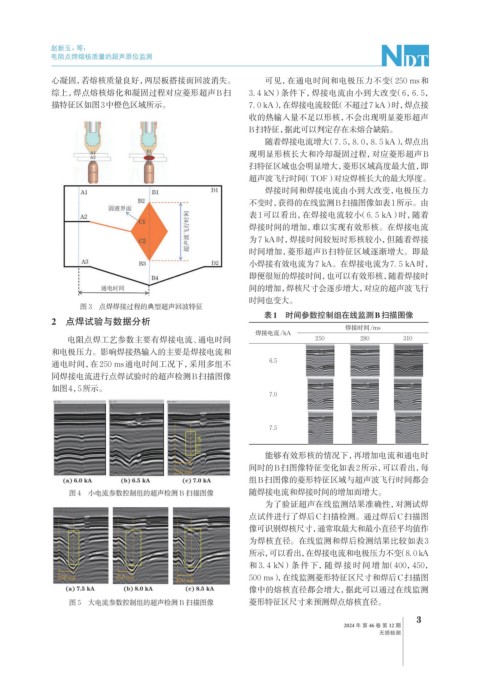
2 点焊试验与数据分析
焊接时间/ms
焊接电流/kA
电阻点焊工艺参数主要有焊接电流、通电时间 250 280 310
和电极压力。影响焊接热输入的主要是焊接电流和
通电时间,在250 ms通电时间工况下,采用多组不 6.5
同焊接电流进行点焊试验时的超声检测B扫描图像
如图4,5所示。
7.0
7.5
能够有效形核的情况下,再增加电流和通电时
间时的B扫图像特征变化如表2所示,可以看出,每
组B扫图像的菱形特征区域与超声波飞行时间都会
图 4 小电流参数控制组的超声检测 B 扫描图像 随焊接电流和焊接时间的增加而增大。
为了验证超声在线监测结果准确性,对测试焊
点试件进行了焊后C扫描检测。通过焊后C扫描图
像可识别焊核尺寸,通常取最大和最小直径平均值作
为焊核直径。在线监测和焊后检测结果比较如表3
所示,可以看出,在焊接电流和电极压力不变(8. 0 kA
和 3. 4 kN)条件下,随焊接时间增加(400,450,
500 ms),在线监测菱形特征区尺寸和焊后C扫描图
像中的熔核直径都会增大,据此可以通过在线监测
图 5 大电流参数控制组的超声检测 B 扫描图像 菱形特征区尺寸来预测焊点熔核直径。
3
2024 年 第 46 卷 第 12 期
无损检测