
Page 38 - 无损检测2024年第十一期
P. 38
陈 韧,等:
聚变堆真空室 T 型焊缝相控阵超声检测技术分析
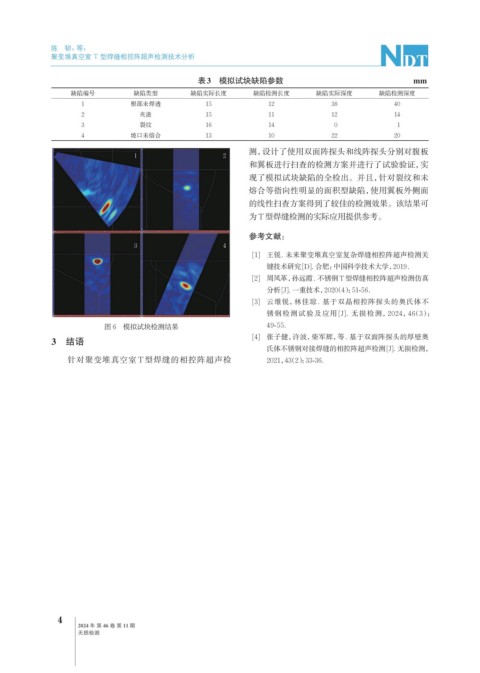
表3 模拟试块缺陷参数 mm
缺陷编号 缺陷类型 缺陷实际长度 缺陷检测长度 缺陷实际深度 缺陷检测深度
1 根部未焊透 15 12 38 40
2 夹渣 15 11 12 14
3 裂纹 16 14 0 1
4 坡口未熔合 13 10 22 20
测,设计了使用双面阵探头和线阵探头分别对腹板
和翼板进行扫查的检测方案并进行了试验验证,实
现了模拟试块缺陷的全检出。并且,针对裂纹和未
熔合等指向性明显的面积型缺陷,使用翼板外侧面
的线性扫查方案得到了较佳的检测效果。该结果可
为T型焊缝检测的实际应用提供参考。
参考文献:
[1] 王锐. 未来聚变堆真空室复杂焊缝相控阵超声检测关
键技术研究[D]. 合肥:中国科学技术大学,2019.
[2] 周凤革,孙远霞. 不锈钢T型焊缝相控阵超声检测仿真
分析[J]. 一重技术,2020(4):51-56.
[3] 云维锐,林佳琼 . 基于双晶相控阵探头的奥氏体不
锈钢检测试验及应用 [J]. 无损检测,2024,46(3):
图 6 模拟试块检测结果 49-55.
3 结语 [4] 张子健,许波,柴军辉,等. 基于双面阵探头的厚壁奥
氏体不锈钢对接焊缝的相控阵超声检测[J]. 无损检测,
针对聚变堆真空室T型焊缝的相控阵超声检 2021,43(2):33-36.
4
2024 年 第 46 卷 第 11 期
无损检测