
Page 37 - 无损检测2024年第十一期
P. 37
陈 韧,等:
聚变堆真空室 T 型焊缝相控阵超声检测技术分析
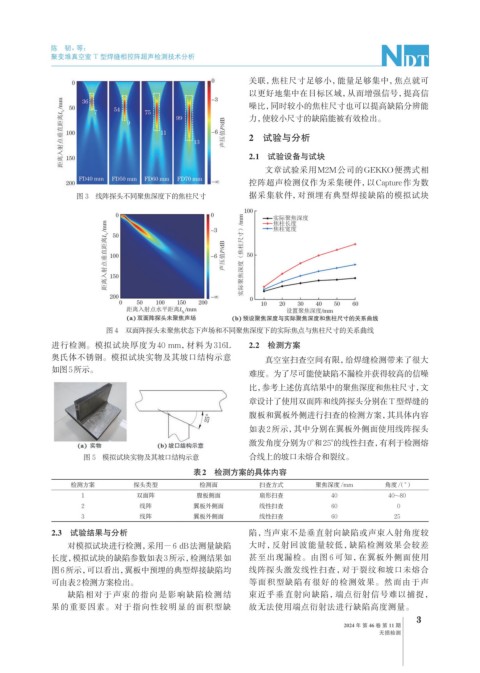
关联,焦柱尺寸足够小,能量足够集中,焦点就可
以更好地集中在目标区域,从而增强信号,提高信
噪比,同时较小的焦柱尺寸也可以提高缺陷分辨能
力,使较小尺寸的缺陷能被有效检出。
2 试验与分析
2.1 试验设备与试块
文章试验采用M2M公司的GEKKO便携式相
控阵超声检测仪作为采集硬件,以Capture作为数
图 3 线阵探头不同聚焦深度下的焦柱尺寸 据采集软件,对预埋有典型焊接缺陷的模拟试块
图 4 双面阵探头未聚焦状态下声场和不同聚焦深度下的实际焦点与焦柱尺寸的关系曲线
进行检测。模拟试块厚度为 40 mm,材料为 316L 2.2 检测方案
奥氏体不锈钢。模拟试块实物及其坡口结构示意 真空室扫查空间有限,给焊缝检测带来了很大
如图5所示。
难度。为了尽可能使缺陷不漏检并获得较高的信噪
比,参考上述仿真结果中的聚焦深度和焦柱尺寸,文
章设计了使用双面阵和线阵探头分别在T型焊缝的
腹板和翼板外侧进行扫查的检测方案,其具体内容
如表2所示,其中分别在翼板外侧面使用线阵探头
激发角度分别为0°和25°的线性扫查,有利于检测熔
图 5 模拟试块实物及其坡口结构示意 合线上的坡口未熔合和裂纹。
表2 检测方案的具体内容
检测方案 探头类型 检测面 扫查方式 聚焦深度/mm 角度/(°)
1 双面阵 腹板侧面 扇形扫查 40 40~80
2 线阵 翼板外侧面 线性扫查 60 0
3 线阵 翼板外侧面 线性扫查 60 25
2.3 试验结果与分析 陷,当声束不是垂直射向缺陷或声束入射角度较
对模拟试块进行检测,采用−6 dB法测量缺陷 大时,反射回波能量较低,缺陷检测效果会较差
长度,模拟试块的缺陷参数如表3所示,检测结果如 甚至出现漏检。由图 6 可知,在翼板外侧面使用
图6所示,可以看出,翼板中预埋的典型焊接缺陷均 线阵探头激发线性扫查,对于裂纹和坡口未熔合
可由表2检测方案检出。 等面积型缺陷有很好的检测效果。然而由于声
缺陷相对于声束的指向是影响缺陷检测结 束近乎垂直射向缺陷,端点衍射信号难以捕捉,
果的重要因素。对于指向性较明显的面积型缺 故无法使用端点衍射法进行缺陷高度测量。
3
2024 年 第 46 卷 第 11 期
无损检测