
Page 36 - 无损检测2024年第十一期
P. 36
陈 韧,等:
聚变堆真空室 T 型焊缝相控阵超声检测技术分析
质量直接关系到真空室的整体性和安全性。 1 探头声场仿真
无损检测是真空室中确保焊缝质量的重要手段,
为了确保检测精度,需要考虑探头声场的影响,
其中相控阵超声检测技术具有高灵敏度,高信噪比, 并通过仿真软件模拟探头的声场分布,以便更好地
角度可偏转的优点,更适用于真空室T型焊缝的检 设计检测方案。CIVA仿真软件是由法国原子能机
测。然而,奥氏体不锈钢焊缝各向异性的粗晶特征和 构(CEA)开发的一款用于无损检测的专业仿真平
[2]
真空室中有限的扫查空间给其T型焊缝的相控阵超 台,具有仿真、成像和分析等功能 ,利用CIVA中
的声场计算(Beam computation)模块对探头声场进
声检测提出了更高的要求。文章选取单边坡口T型
行计算仿真,利用计算和仿真结果可优化检测工艺
焊缝作为检测对象,通过CIVA软件和试验相结合的
设计。
方法,设计了使用双面阵探头结合线阵探头分别在T
由于奥氏体不锈钢焊缝中粗大晶粒的组织特
型焊缝的腹板和翼板外侧进行扫查的检测方案,取得 征,声束射入焊缝区域会发生明显的声散射,声波能
了较好的效果。该方案可为T型焊缝的相控阵超声 量出现严重衰减 [3-4] ,文章选用较低频率的探头进行
检测提供参考。 检测,探头数据如表1所示。
表1 探头及楔块参数
探头类型 晶片数量 频率/MHz 孔径/mm 楔块入射角/(°) 楔块屋顶角/(°)
线阵 64 2.25 38.3×10 — —
双面阵 2~4×8 2.5 23.1×12.3 20.7 0
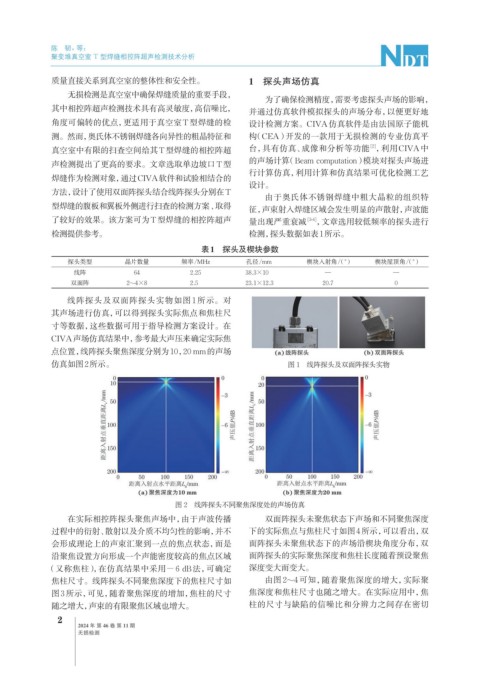
线阵探头及双面阵探头实物如图 1 所示。对
其声场进行仿真,可以得到探头实际焦点和焦柱尺
寸等数据,这些数据可用于指导检测方案设计。在
CIVA声场仿真结果中, 参考最大声压来确定实际焦
点位置,线阵探头聚焦深度分别为10,20 mm的声场
仿真如图2所示。 图 1 线阵探头及双面阵探头实物
图 2 线阵探头不同聚焦深度处的声场仿真
在实际相控阵探头聚焦声场中,由于声波传播 双面阵探头未聚焦状态下声场和不同聚焦深度
过程中的衍射、散射以及介质不均匀性的影响,并不 下的实际焦点与焦柱尺寸如图4所示,可以看出,双
会形成理论上的声束汇聚到一点的焦点状态,而是 面阵探头未聚焦状态下的声场沿楔块角度分布,双
沿聚焦设置方向形成一个声能密度较高的焦点区域 面阵探头的实际聚焦深度和焦柱长度随着预设聚焦
(又称焦柱),在仿真结果中采用−6 dB法,可确定 深度变大而变大。
焦柱尺寸。线阵探头不同聚焦深度下的焦柱尺寸如 由图 2~4 可知,随着聚焦深度的增大,实际聚
图3所示,可见,随着聚焦深度的增加,焦柱的尺寸 焦深度和焦柱尺寸也随之增大。在实际应用中,焦
随之增大,声束的有限聚焦区域也增大。 柱的尺寸与缺陷的信噪比和分辨力之间存在密切
2
2024 年 第 46 卷 第 11 期
无损检测